96-8100 1-15-96
HAAS AUTOMATION, INC.
TROUBLESHOOTING
SERVICE
MANUAL
VF-SERIES
12
An alternate method for checking backlash is to place the dial indicator as shown in Fig. 3-1 and manually push on the mill
table in both directions. The dial indicator should return to zero after releasing the table.
NOTE: The servos must be on to check backlash by this method.
CHECKING Y-AXIS:
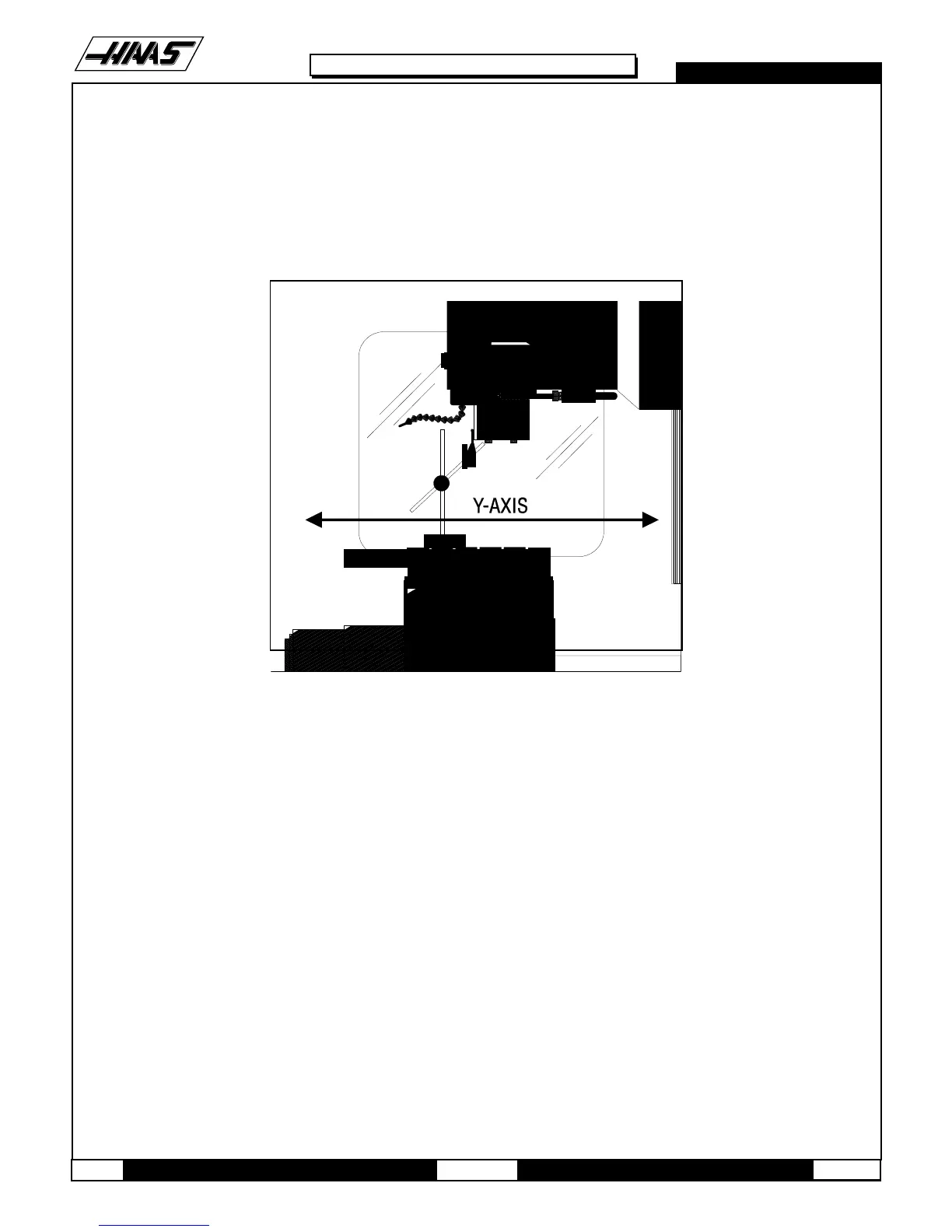
1. Set up a dial indicator and base on the mill table as shown in Fig. 3-2.
Fig. 3-2 Dial indicator in position to check Y-axis.
2. Set dial indicator and the Distance to go display in the HANDLE JOG mode to zero as follows:
- Zero the dial indicator.
- Press the MDI button on the control panel.
- Press the HANDLE JOG button on the control panel.
The Distance to go display on the lower right hand corner should read: X=0 Y=0 Z=0
3. Set the rate of travel to .001 on the control panel and jog the machine .010 in the positive (+) Y direction. Jog
back to zero (0) on the display. The dial indicator should read zero (0) ± .0001.
4. Repeat step three in the negative (-) direction.
TOTAL DEVIATION BETWEEN THE DIAL INDICATOR AND THE CONTROL PANEL DISPLAY SHOULD NOT EXCEED .0002.
An alternate method for checking backlash is to place the dial indicator as shown in Fig. 3-2 and manually push on the mill
table in both directions. The dial indicator should return to zero after releasing the table.
NOTE: The servos must be on to check backlash by this method.

 Loading...
Loading...


