1-15-96 96-8100
HAAS AUTOMATION, INC.
65
MECHANICAL SERVICE
SERVICE
MANUAL
VF-SERIES
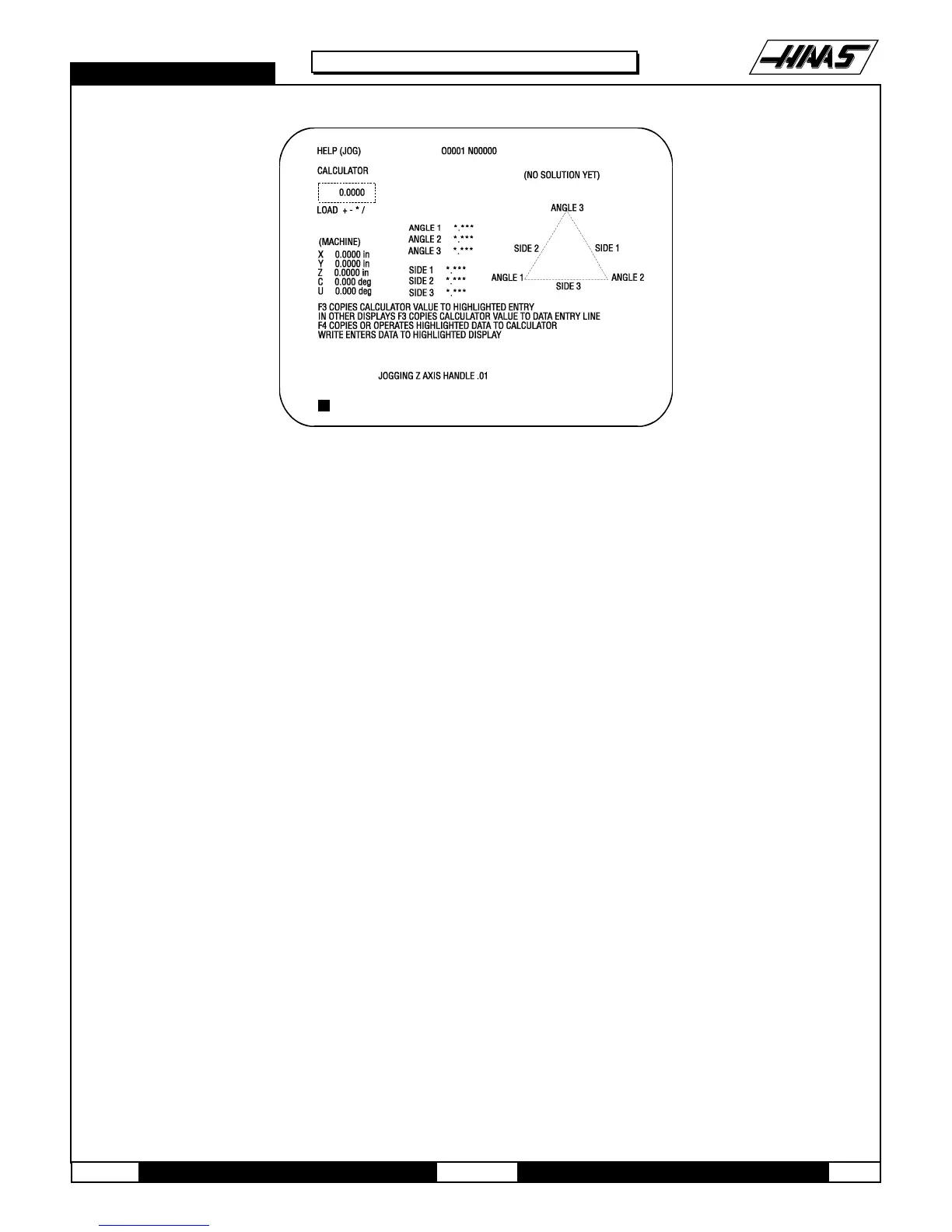
Fig.7-2 Screen showing calculator.
7. Take the number in the Z-axis machine display (center left of page) and multiply it by Parameter 33, which is Z
RATIO (STEPS/INCH).
If Z-axis work display is negative (-), add the number to the number that you calculated to Parameter 64. If the number
is positive (+), subtract it from Parameter 64.
8. To insert the calculated new number, place the cursor at Parameter 64, type in new number and push write key.
ZERO RET Z-axis to initialize the new Parameter 64.
9. Recheck the offset with the indicator (Steps 1-5).
10. Insert tool holder in spindle in spindle taper and initiate a tool change.
NOTE: When the Parameter 64 is changed, the tool offsets must be reset.

 Loading...
Loading...


