OPTIONS & ALLIED TOOLING − DECO 7/10 − DECO 7a/10a − DECO 7e/10e
300236 en − 02/07 Chap. 12.4 /7
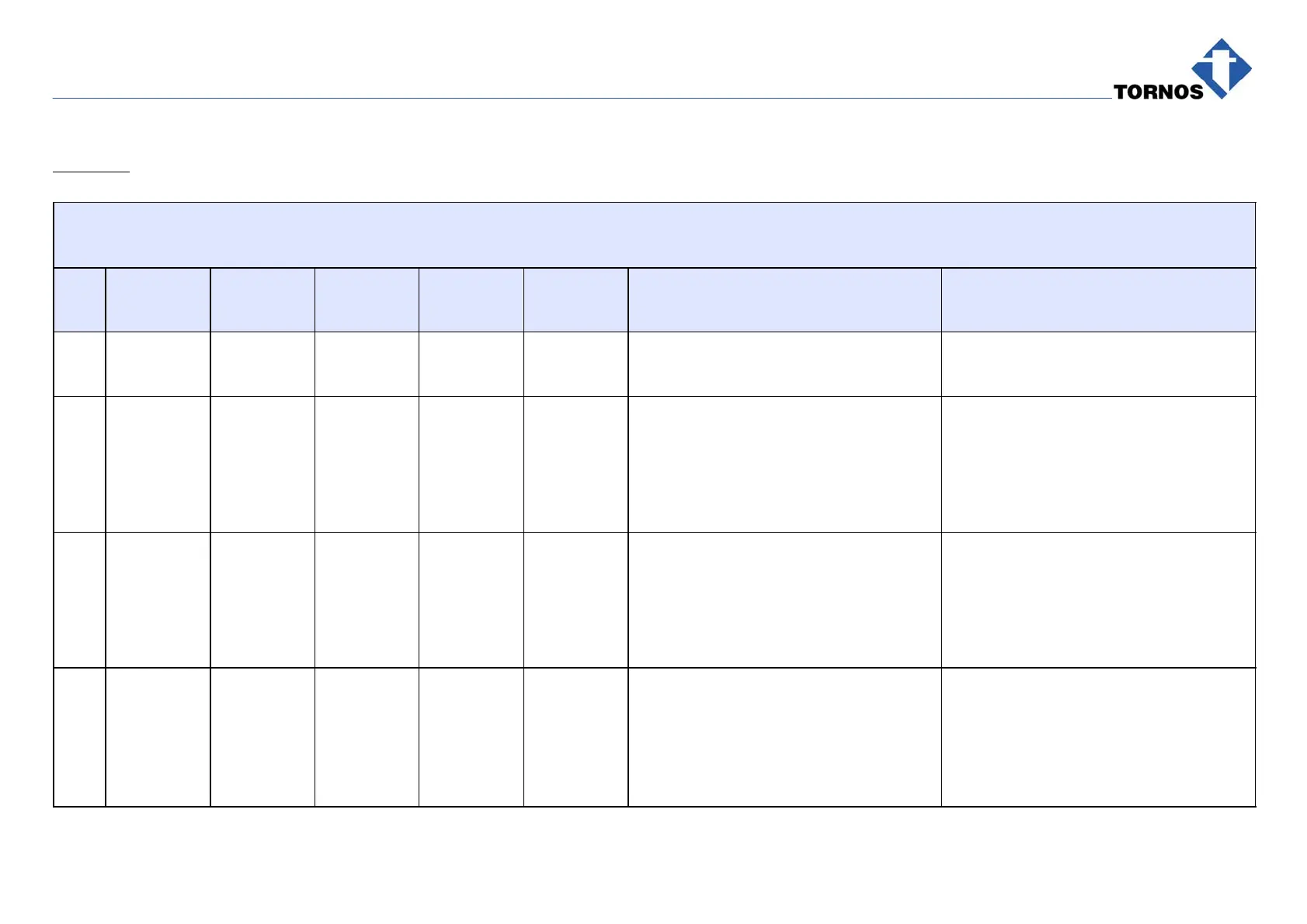
12.4 NSK SPINDLE OPERATION
Objective: DETERMINATION OF OPERATING RANGE OF NSK SPINDLE FOR CROSS DRILLING / MILLING MOUNTED IN T11
Unit: AM-300 motor (30000 rpm) + NR-302 spindle + ARG-01 speed reducer (Ratio 1:3.92; theor. speed: 7653 rpm)
Stock: Brass MS 58 A
Item CUTTER
CUTTER
Ø
[mm]
CUTTING
DEPTH
[mm]
CUTTER
SPEED
[rpm]
FEEDRATE
max.
Comment Result
1 Twist drill 3 7.5 8200 0.02
Through drilling:
Bar Ø: 7 mm
(1 chip clearing)
OK
2
2−lipped
cutter
3 2.5 8200
0.012 or
100
mm/min.
Machining of a key:
length: 12 mm
Thickness: 3.5 mm
Contouring: in Y1 and Z1
Note: Cutting to 2.5 mm depth in solid
stock
OK
3
2−lipped
cutter
3 3 8200
0.01 or 90
mm/min.
Cutting a keyway:
length: 12 mm
Thickness: 3.5 mm
Contouring: in Y1 and Z1
Note: Cutting to 2 mm depth in solid
stock
OK
4
3 lipped
cutter
6 2 8200
0.0097 or
80 mm/min.
Cutting two flats:
length: 5 mm
Bar Ø: 7 mm
Interpolation: Y1
Note: Cutting to 2 mm depth in solid
stock
OK, but the part vibrated heavily
Δ Caution !
Spindle power is adequate but its
rigidity is deficient. The clamping of
NSK spindle in the toolholder is too
weak for this operation.