OPTIONS & ALLIED TOOLING − DECO 7/10 − DECO 7a/10a − DECO 7e/10e
300236 en − 02/07 Chap. 11.5 /9
11.5 OPERATION
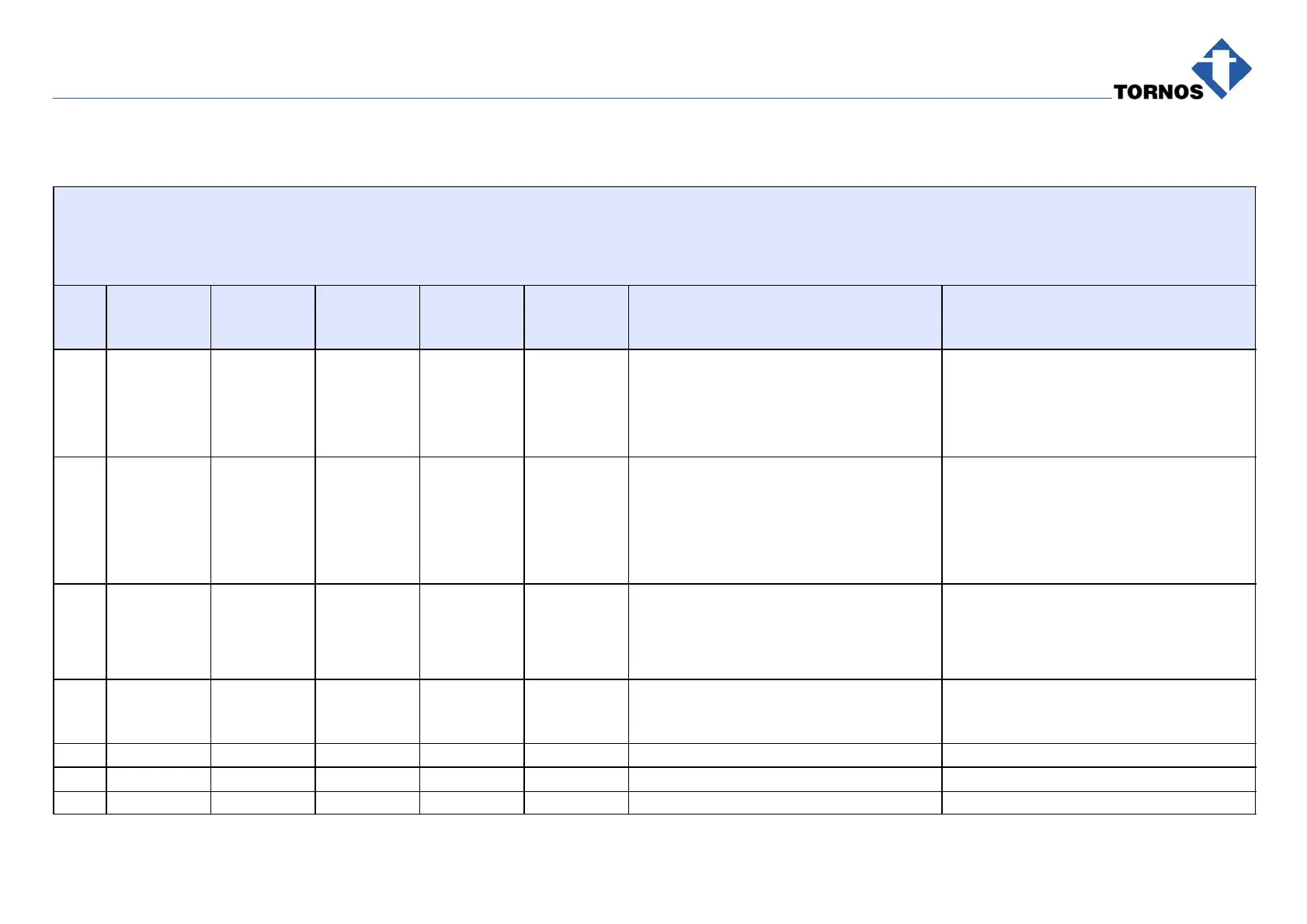
OPERATING RANGE OF NSK SPINDLE FOR MILLING ATTACHMENT MOUNTED IN T33
Attachment: AM−300 motor (30000 rpm) + RA−100 90° spindle (ratio 1:2.67; Theor. Speed 11235 rpm)
Stock: MS 58 A brass
Cutter: Ø 25 mm carbide slitting saw
Item
Cutter
thickness
[mm]
Milling
length
[mm]
Cutter
Ø
[mm]
Cutter
speed
[rpm]
Feedrate
max.
[mm/rev]
Comment Result
1 0.5 5 2 12000 0.1
Cross slotting for connectors, with cutter
stop before exit for 2nd cutting.
0.4 s dwell to allow cutter time to stop.
NOTE: Cutting in solid stock
OK, perfect milling surface quality.
600 parts machined without problem.
2 0.5 5 4 12000 0.03
Ditto, i.e. cross slotting in solid stock but
without stopping before cutter exit.
Bad!!!
With 70% of 0.1 mm/rev feedrate,
spindle slows down and cutter jams.
− Go down to 0.03 mm/rev to prevente
spindle for loosing too much speed.
3 0.5 5 6 12000 0.015
Ditto, i.e. cross slotting in solid stock but
without stopping before cutter exit.
OK
0.015 max. feedrate.
You can hear that spindle begins to
freeze on at the end of milling!
4 1 3 4 12000 0.015 Cross slotting (slots for screwdriver)
Maximum feedrate
Spindle begins to freeze on at the end
of milling.
5 1 5 4 12000 0.011 Cross slotting Maximum feedrate before freezing.
6 1 5 6 12000 0.0075 Cross slotting Maximum feedrate before freezing.
7 1.5 3 6 12000 0.005 Cross slotting Maximum feedrate before freezing.