Gantry axes (G1)
6.7 Example
Turning, Milling, Nibbling
108 Function Manual, 11/2012, 6FC5397-1CP10-5BA0
Reference point machine data
The MD values specified apply for the first encoder in both axis 1 and axis 3.
MD34000 REFP_CAM_IS_ACTIVE = TRUE
MD34010 REFP_CAM_DIR_IS_MINUS = e.g. FALSE
MD34020 REFP_VELO_SEARCH_CAM =
MD34030 REFP_MAX_CAM_DIST = corresponds to max. distance traversed
MD34040 REFP_VELO_SEARCH_MARKER =
MD34050 REFP_SEARCH_MARKER_REVERSE = e.g. FALSE
MD34060 REFP_MAX_MARKER_DIST = difference btw. cam edge and 0 mark
MD34070 REFP_VELO_POS =
MD34080 REFP_MOVE_DIST = 0
MD34090 REFP_MOVE_DIST_CORR = 0
MD34092 REFP_CAM_SHIFT = 0
MD34100 REFP_SET_POS = 0
MD34200 ENC_REFP_MODE = 1
6.7.2 Setting of NCK PLC interface
Introduction
An automatic synchronization process during axis referencing must first be disabled in order
to prevent any damage to grouping axes that are misaligned.
Disabling of automatic synchronization
The PLC user program sets the following IS:
● For the leading axis (axis 1):
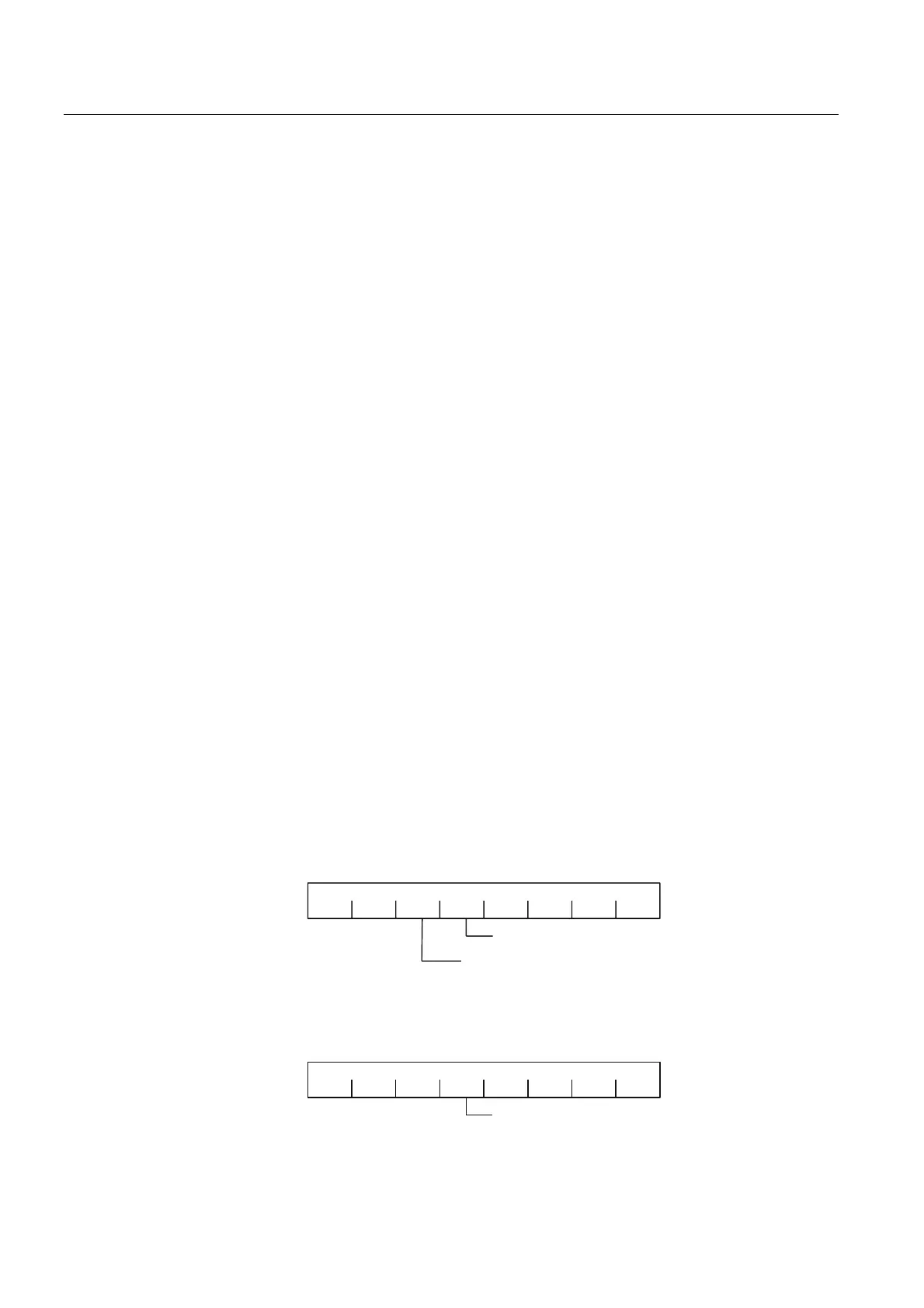
9%[
1RDXWRPDWLFV\QFKURQL]DWLRQ
'RQRWVWDUWJDQWU\V\QFKURQL]DWLRQ[QRVLJQLILFDQFH
[[[[[[
Figure 6-3 NCK-PLC interface VB380x 5005 relative to leading axis
● For the synchronized axis (axis 3):
9%[
'RQRWVWDUWJDQWU\V\QFKURQL]DWLRQ[QRVLJQLILFDQFH
[[[[[[[
Figure 6-4 NCK-PLC interface VB380x 5005 relative to synchronized axis

 Loading...
Loading...








