Gantry axes (G1)
6.7 Example
Turning, Milling, Nibbling
Function Manual, 11/2012, 6FC5397-1CP10-5BA0
109
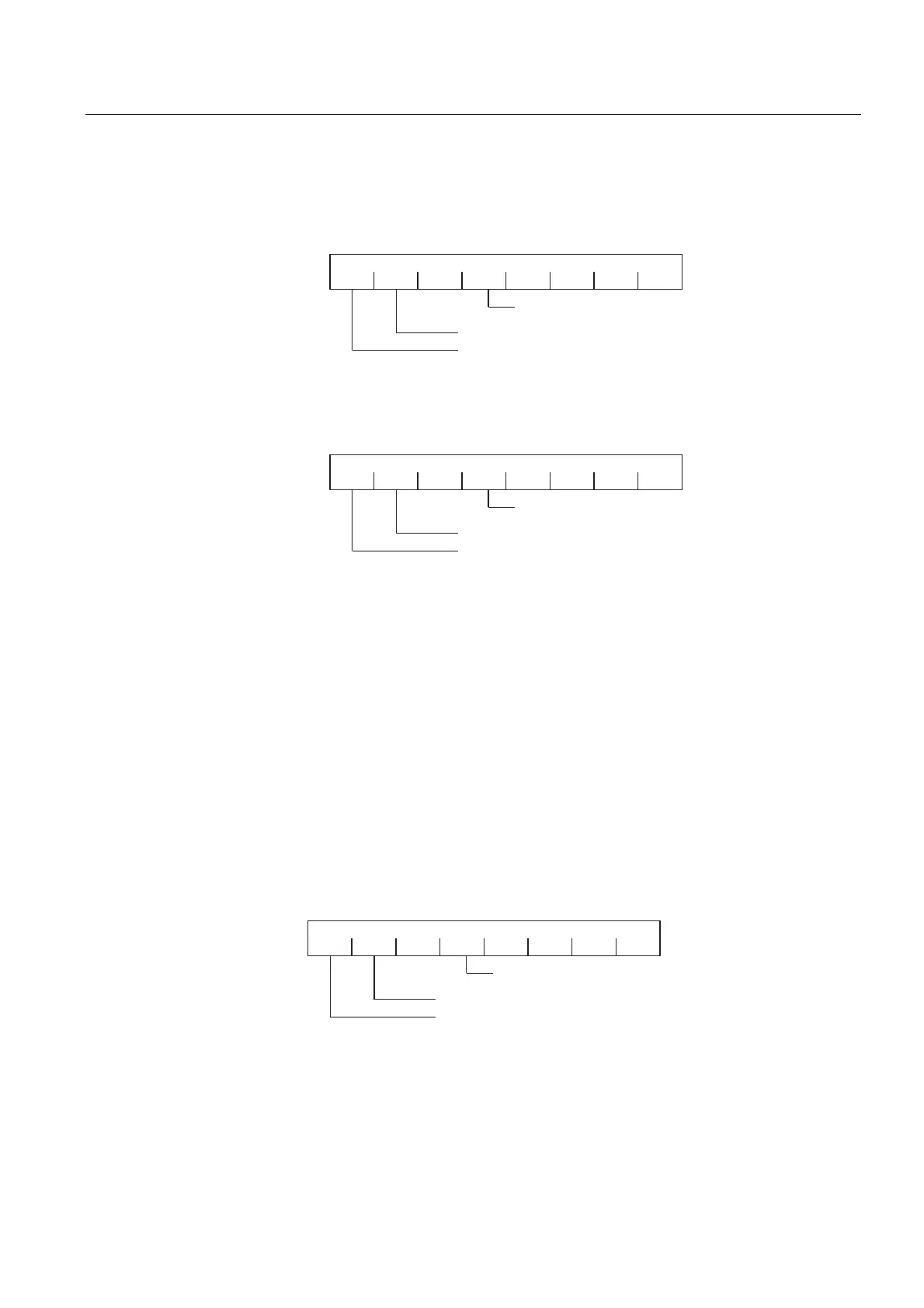
The NCK sets the following IS as a confirmation:
● For the leading axis (axis 1):
'RQRWVWDUWJDQWU\V\QFKURQL]DWLRQ
[QRVLJQLILFDQFH
/HDGLQJD[LV
*DQWU\D[LV
9%[
[[
Figure 6-5 NCK-PLC interface VB390x 5005 relative to leading axis
● For the synchronized axis (axis 3):
'RQRWVWDUWJDQWU\V\QFKURQL]DWLRQ
[QRVLJQLILFDQFH
6\QFKURQL]HGD[LV
*DQWU\D[LV
9%[
[[
Figure 6-6 NCK-PLC interface VB390x 5005 relative to synchronized axis
6.7.3 Commencing start-up
Referencing
The following steps must be taken:
● Select "REF" operating mode
● Start referencing for the leading axis (axis 1)
● Wait until message "10654 Channel 1 Waiting for synchronization start" appears.
At this point, the NCK has prepared the leading axis for synchronization and signals this
using the following IS:
6\QFKURQL]DWLRQUHDG\WRVWDUW
[QRVLJQLILFDQFH
/HDGLQJD[LV
*DQWU\D[LV
9%[
[[
Figure 6-7 NCK-PLC interface VB390x5005: Leading axis ready for synchronization

 Loading...
Loading...








