Spindle (S1)
20.2 Spindle modes
Turning, Milling, Nibbling
342 Function Manual, 11/2012, 6FC5397-1CP10-5BA0
Definition of the spindle
A machine axis is declared a spindle by setting the following machine data:
● MD30300 IS_ROT_AX
● MD30310 ROT_IS_MODULO
● MD30320 DISPLAY_IS_MODULO
● MD35000 SPIND_ASSIGN_TO_MACHAX.
The IS "Spindle/no axis" reports the spindle mode (V390x 0000.0).
20.2 Spindle modes
Spindle modes
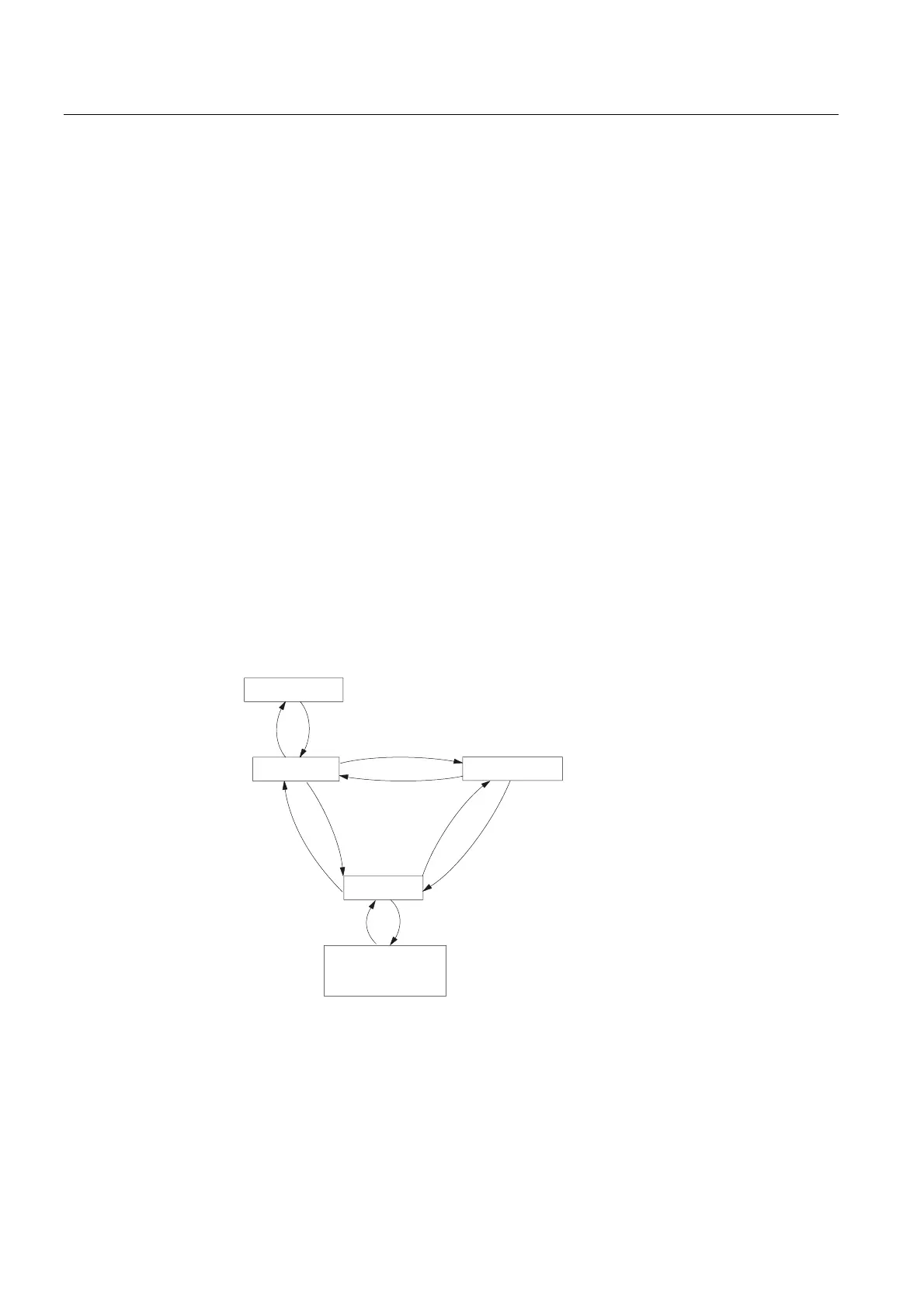
The spindle can have the following modes:
● Control mode, see Section "Spindle control mode"
● Oscillation mode, see Section "Spindle oscillation mode"
● Positioning mode, see Section "Spindle positioning mode"
● Axis mode, see Section "Spindle axis mode"
● Tapping without compensating chuck, see also Chapter "Feed (V1)"
63&2)
63&2)
000
0
0
*
*
7DSSLQJ
ZLWKRXW
FRPSHQVDWLQJFKXFN
6326
$[LVQDPH
000
0
6326
$[LVPRGH
3RVLWLRQLQJPRGH&RQWUROPRGH
*HDUER[
FKDQJHG
*HDUER[
&KDQJLQJ
2VFLOODWLRQPRGH
Figure 20-1 Switching between spindle modes

 Loading...
Loading...








