Auxiliary Function Outputs to PLC (H2)
9.7 Data lists
Turning, Milling, Nibbling
164 Function Manual, 11/2012, 6FC5397-1CP10-5BA0
9.6.5 S function
The S function is used to determine the speed for the spindle with M3 or M4. For turning
machines with G96 (constant cutting speed) the cutting value is specified.
Reference:
/BPD/ Operation and Programming
9.7 Data lists
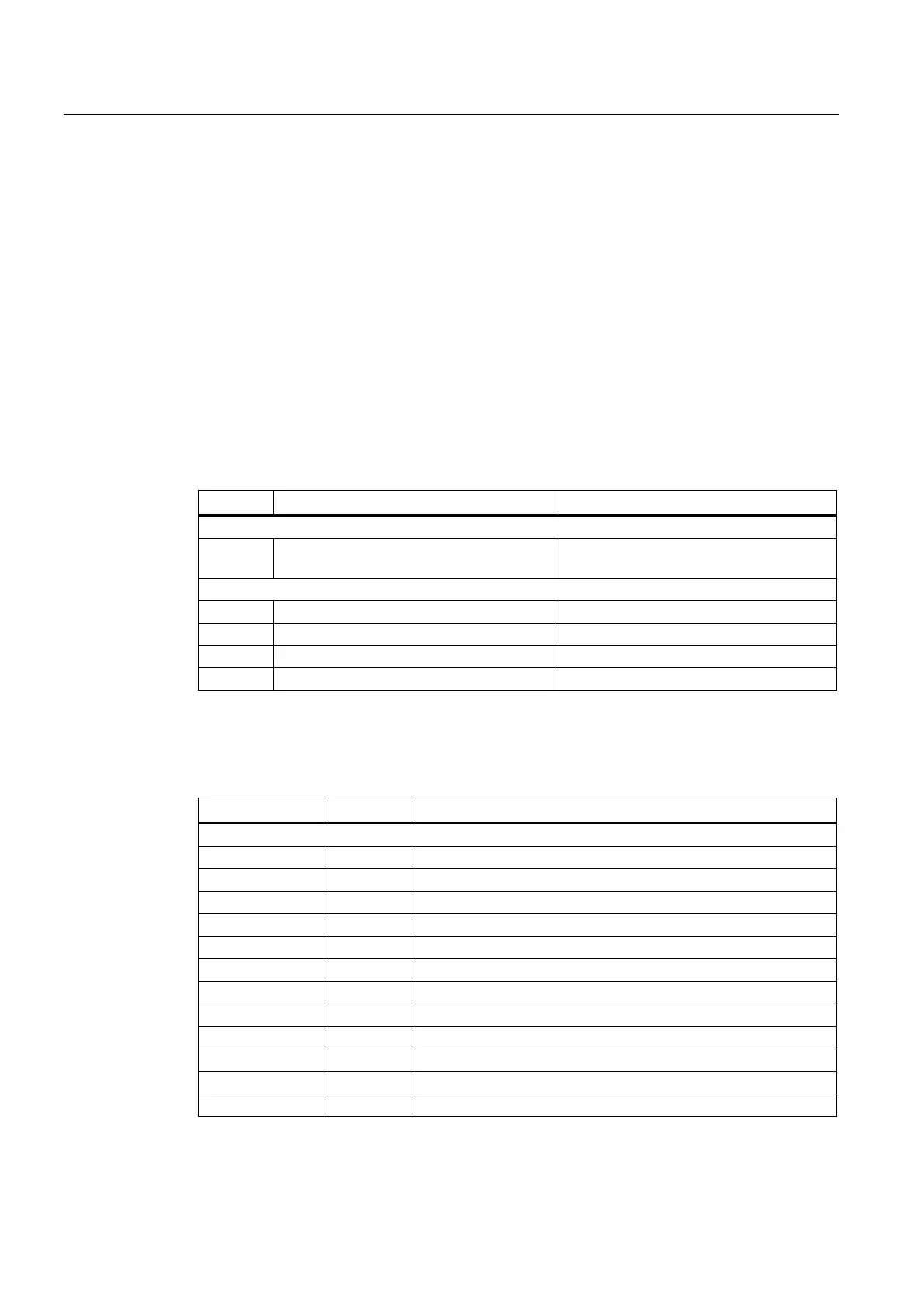
9.7.1 Machine data
Number Identifier Name
General
11100 AUXFU_MAXNUM_GROUP_ASSIGN Number of auxiliary functions distributed
among the AUXFU groups
Channel-specific
22000 AUXFU_ASSIGN_GROUP[n] Auxiliary function group
22010 AUXFU_ASSIGN_TYPE[n] Auxiliary function type
22020 AUXFU_ASSIGN_EXTENSION[n] Auxiliary function extension
22030 AUXFU_ASSIGN_VALUE[n] Auxiliary function value
9.7.2 Interface signals
Number Bit Name
Channel-specific
V2500 0000 .0 to .4 M function 1 change to M function 5 change
V2500 0006 .0 S function 1 change
V2500 0008 .0 T function 1 change
V2500 0010 .0 D function 1 change
V2500 0012 .0 to .2 H function 1 change to H function 3 change
VD2500 2000 T function 1 (DINT)
VD2500 3000 M function 1 (DINT)
VB2500 3004 Extended address of M function 1 (BYTE)
VD2500 3008 M function 2 (DINT)
VB2500 3012 Extended address of M function 2 (BYTE)
VD2500 3016 M function 3 (DINT)
VB2500 3020 Extended address of M function 3 (BYTE)

 Loading...
Loading...








