Positioning Axes (P2)
17.3 Data lists
Turning, Milling, Nibbling
Function Manual, 11/2012, 6FC5397-1CP10-5BA0
311
Axis control
If an axis is in the neutral state, it can be controlled by the signals AXRESET, AXSTOP and
AXRESUME, effective in the channel.
If during acceleration it is detected that an axis which was defined as a geometry axis
simultaneously has been defined as permanently assigned PLC axis, the axis function will be
denied with alarm 4320 axis 1% function MA_BASE_FUNCTION_MASK Bit5 and
MC_AXCONF_GEOAX_ASSIGN_TAB.
If a change to a PLC axis is not possible
In case of a traverse request from the VDI interface area, an illegal change to a PLC axis is
ended with the start signal "Competing positioning axis active" at the VDI interface.
Note
Competing positioning axes get their block end points exclusively from the PLC an can be
started at any point in time.
17.3 Data lists
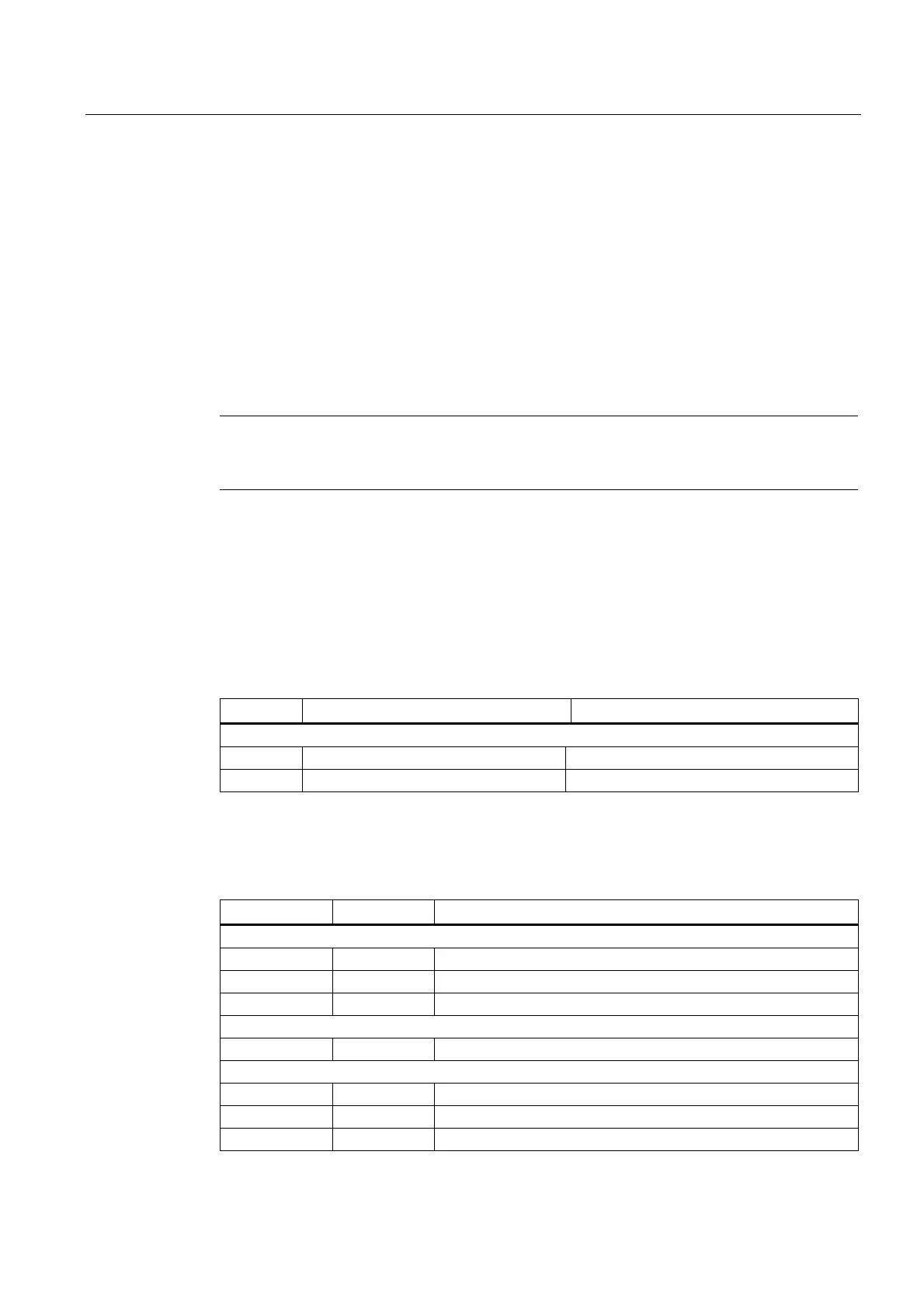
17.3.1 Machine data
Number Identifier Description
Axis/spindle-specific
30460 BASE_FUNCTION_MASK Axis functions
32060 POS_AX_VELO Feedrate for positioning axis
17.3.2 Interface signals
Number Bit Name
Signals to channel
V3200 0006 .0 Feed disable
V3200 0007 .1 NC Start
V3200 0007 .4 NC stop axes plus spindle
Signals from channel
V3300 0004 .3 All axes stationary
Signals to axis/spindle
V380x 3000 .7 Start positioning axis
V380x 5004 .1 AxReset
V380x 5004 .2 AxResume

 Loading...
Loading...








