Operating Modes, Program Operation (K1)
10.4 Program test
Turning, Milling, Nibbling
196 Function Manual, 11/2012, 6FC5397-1CP10-5BA0
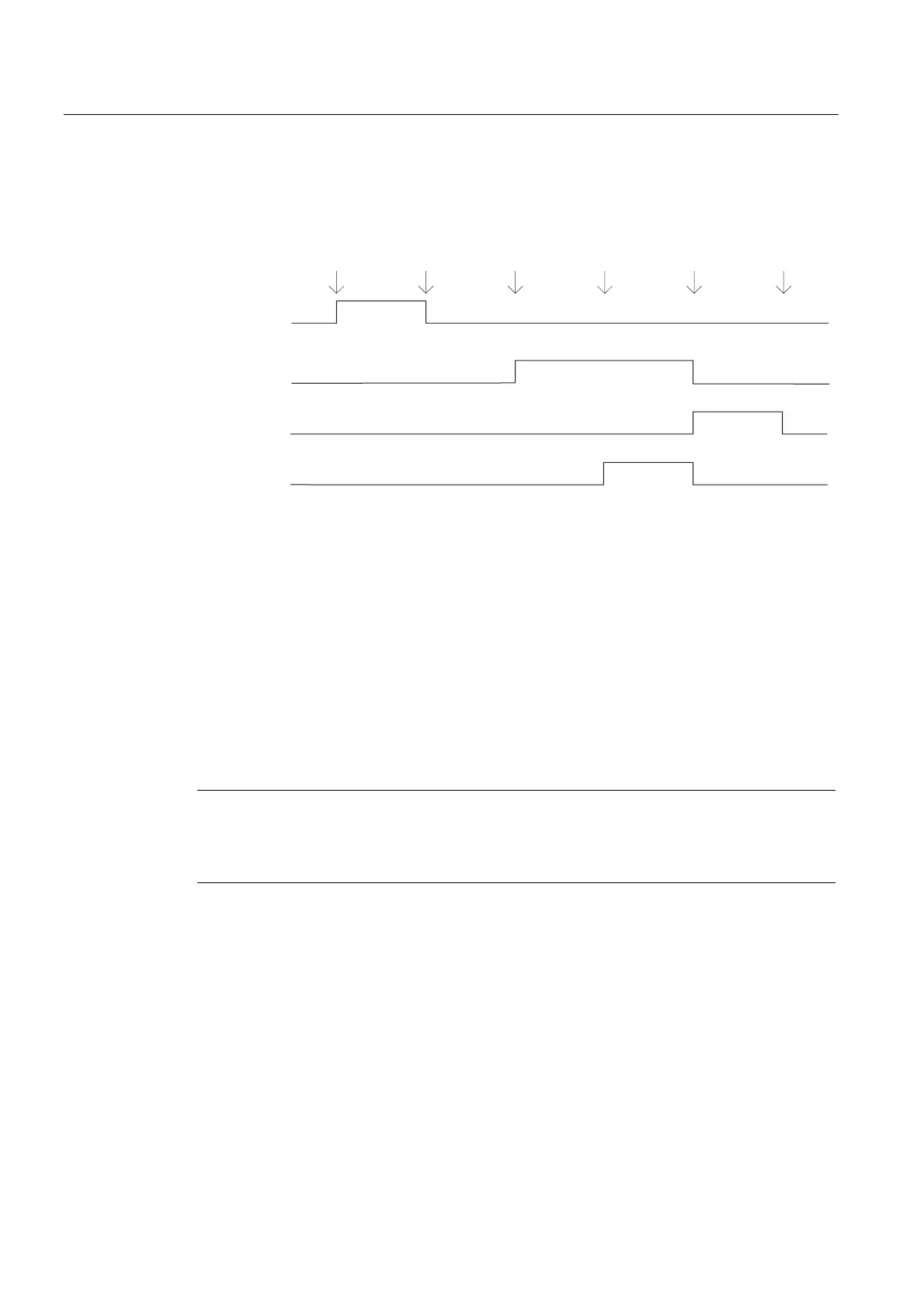
● "Last action block active" (V3300 0000.6)
SSURDFKEORFNDFWLYH
9
/DVWDFWLRQEORFNDFWLYH
9
7DUJHW
EORFNLQ
PDLQUXQ
/DVW
DFWLRQEORFN
1&6WDUW
RXWSXW
$FWLRQEORFNV
6HDUFKWDUJHW
IRXQG
%ORFNVHDUFK
VWDUW
FWLRQEORFNDFWLYH
9
%ORFNVHDUFKDFWLYH
9
1&6WDUW
DSSURDFKEORFN
RXWSXW
Figure 10-5 Chronological order of interface signals
After "Block search with calculation at block end point", automatic repositioning is not
performed between "Last action block active" and continuation of part program processing
by NC Start. The start point of the approach movement is the current axis position on NC
Start; the end point results from the processing of the part program.
Action blocks
Action blocks contain the actions accumulated during "block search with calculation", e.g.
auxiliary function outputs, and tool (T, D), spindle (S) and feed programming commands.
During "block search with calculation" (contour or block end point), actions such as M
function outputs are accumulated in so-called "action blocks". These blocks are output on an
NC Start after "Search target found".
Note
The action blocks also activate the accumulated spindle programming (S value, M3/M4/M5,
SPOS). The PLC user program must ensure that the tool can be operated and, if necessary,
the spindle programming is reset via the IS "Spindle reset” (V380x 0002.2).
PLC actions after block search
There is the IS "Last action block active" to enable activation of PLC actions after block
search. The signal indicates that all action blocks have been executed and it is now possible
to perform PLC actions or operator actions (e.g. mode change). This allows the PLC to
perform another tool change, for example, before the start of the movement.

 Loading...
Loading...








