Kinematic Transformation (M1)
12.3 TRACYL
Turning, Milling, Nibbling
238 Function Manual, 11/2012, 6FC5397-1CP10-5BA0
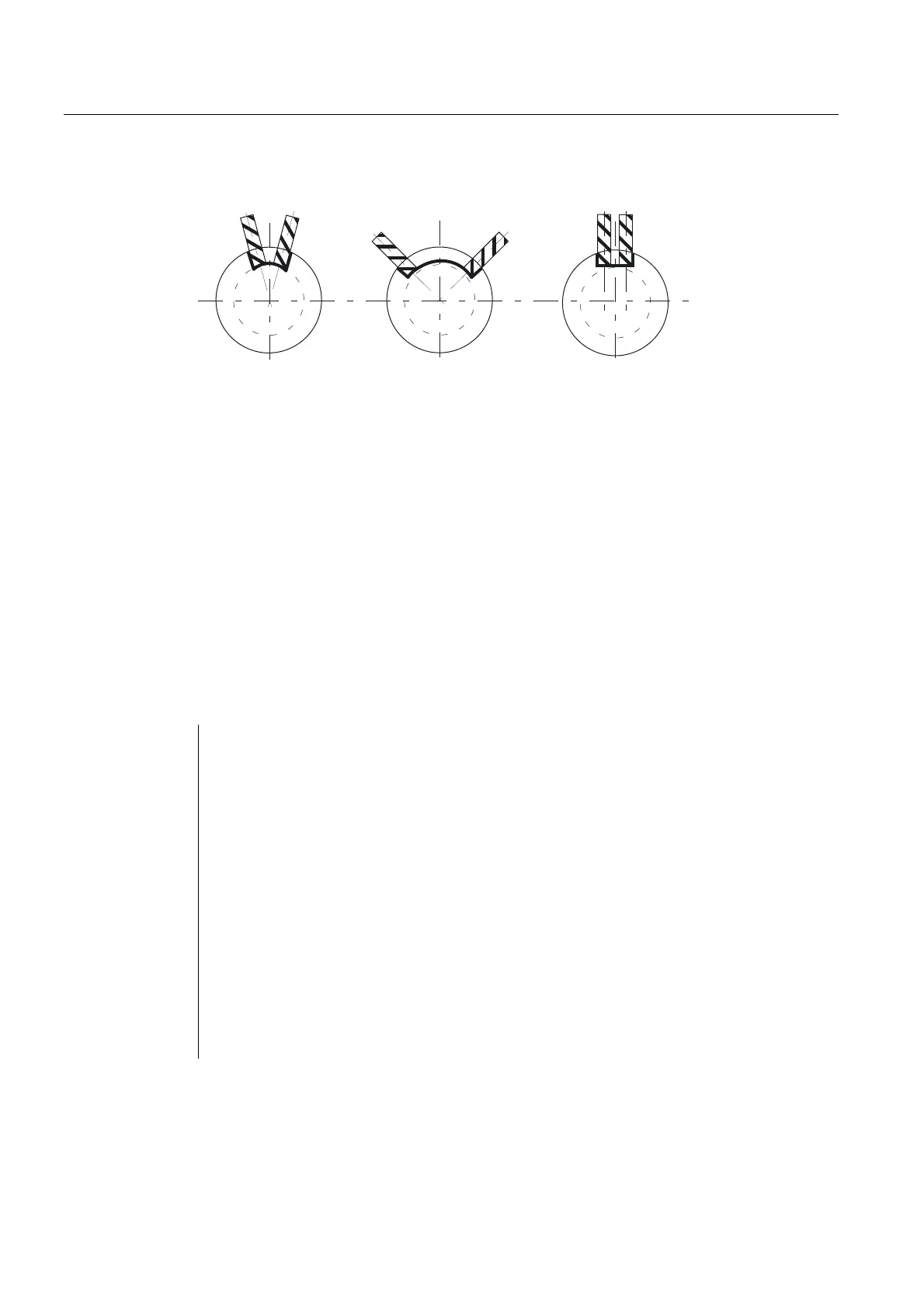
Grooves in transverse section
ZLWKRXWJURRYHVLGHFRUUHFWLRQ
ZLWKRXW<0D[LV
/RQJLWXGLQDOJURRYHZLWKSDUDOOHO
OLPLWDWLRQDQGJURRYHZDOORIIVHW
XVHRI<0D[LV
7UDQVYHUVHJURRYH/RQJLWXGLQDOJURRYH
Figure 12-6 Grooves with and without groove wall offset
Activation/deactivation of TRACYL
The TRACYL function is activated in the program with
● TRACYL(d) in a separate block and deactivated with
● TRAFOOF in a separate block
d - machining diameter of the cylinder in mm
TRAFOOF deactivates any active transformation function.
Programming - principle
; without YM axis
; the geometry axes X, Y, Z are programmed
N10 G0 X... Z...
SPOS=...
; starting positions, spindle in position control
N20 G19 G94 T... ; plane, feed type, select milling tool
N30 SETMS(2) ; switchover: master spindle is now the milling spindle
N40 TRACYL(24.876) ; switch on TRACYL, diameter: 24.876 mm
N50 G1 F200 X... M3
S...
; feed, switch on milling spindle
N600 G41 F200 Y... Z... ; milling of the cylinder surface with milling tool radius
compensation
...
N90 G40 ...
N100 TRAFOOF ; switch off TRACYL
N110 G18 G95 T... ; switch back to turning
N120 SETMS ; master spindle is main spindle

 Loading...
Loading...








