Kinematic Transformation (M1)
12.3 TRACYL
Turning, Milling, Nibbling
Function Manual, 11/2012, 6FC5397-1CP10-5BA0
239
Explanation:
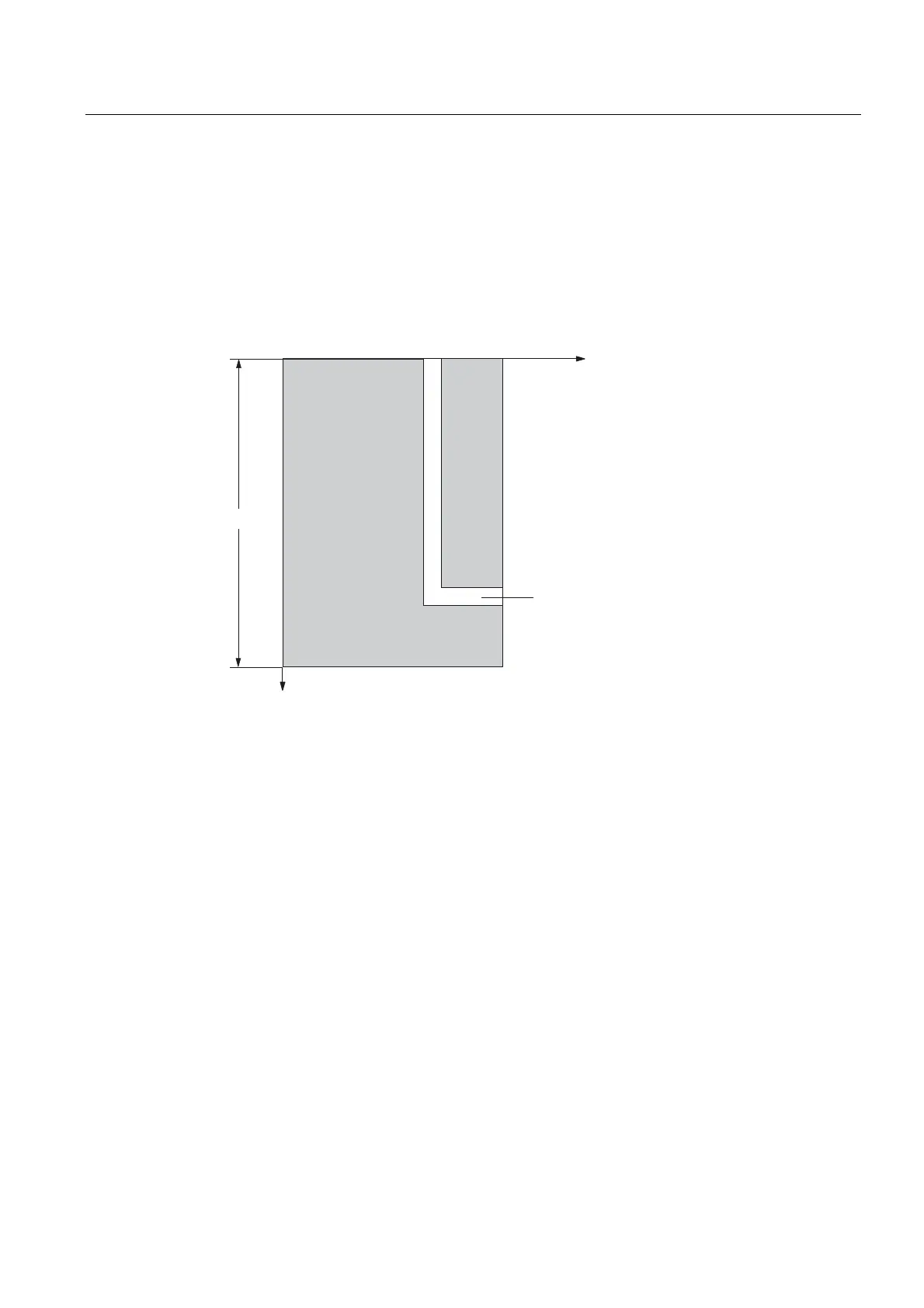
The movement of the machine axes ZM and CM produces this contour on the peripheral
surface of the cylindrical workpiece with the milling cutter in accordance with the Y-Z path
programmed (straight or circular). The programmed X axis (infeed) continues to be traversed
as the X axis.
7KHF\OLQGHUXQUROOHGDWWKHRXWVLGHGLDPHWHUGUHVXOWVLQSHULSKHUDO
VXUIDFHZLWKWKH<=SURJUDPPLQJSODQH*7KLVLVDOVRXVHGWR
GHWHUPLQHWKHURWDWLRQDOGLUHFWLRQRIWKHFLUFOHIRU**
*URRYH
GS
=
<
Figure 12-7 Peripheral surface of cylinder G19 (Y-Z plane)
OFFN address
Distance of groove side wall from the reference contour (also see "TRACYL programming
example")
Programming: OFFN=...; Distance in mm
As a rule, the groove center line is programmed. OFFN determines the groove width when
the milling radius compensation is active (G41, G42). Set OFFN=0 once the groove has
been completed.

 Loading...
Loading...








