U511 User’s Manual Parameters
Version 1.1 Aerotech, Inc. 4-97
4.11.11. “Contour feedrate” (program steps/ms)
Parameters 022, 040, 058, and 076 specify a default feedrate (in program steps/ms) to be
used by axes in each contour plane if a feedrate is not explicitly stated (in the program)
for that plane. Typically, most programs that request contour type motion specify a
feedrate. A feedrate that is explicitly stated in a program (for a particular plane) will
override the value of parameter 022, 040, 058, or 076, as appropriate. A default feedrate
must be set for each active contour plane.
These parameters can have values from 1 to 32,767 program steps/ms. The system
default is 16 program steps/ms. Refer to Table 4-72.
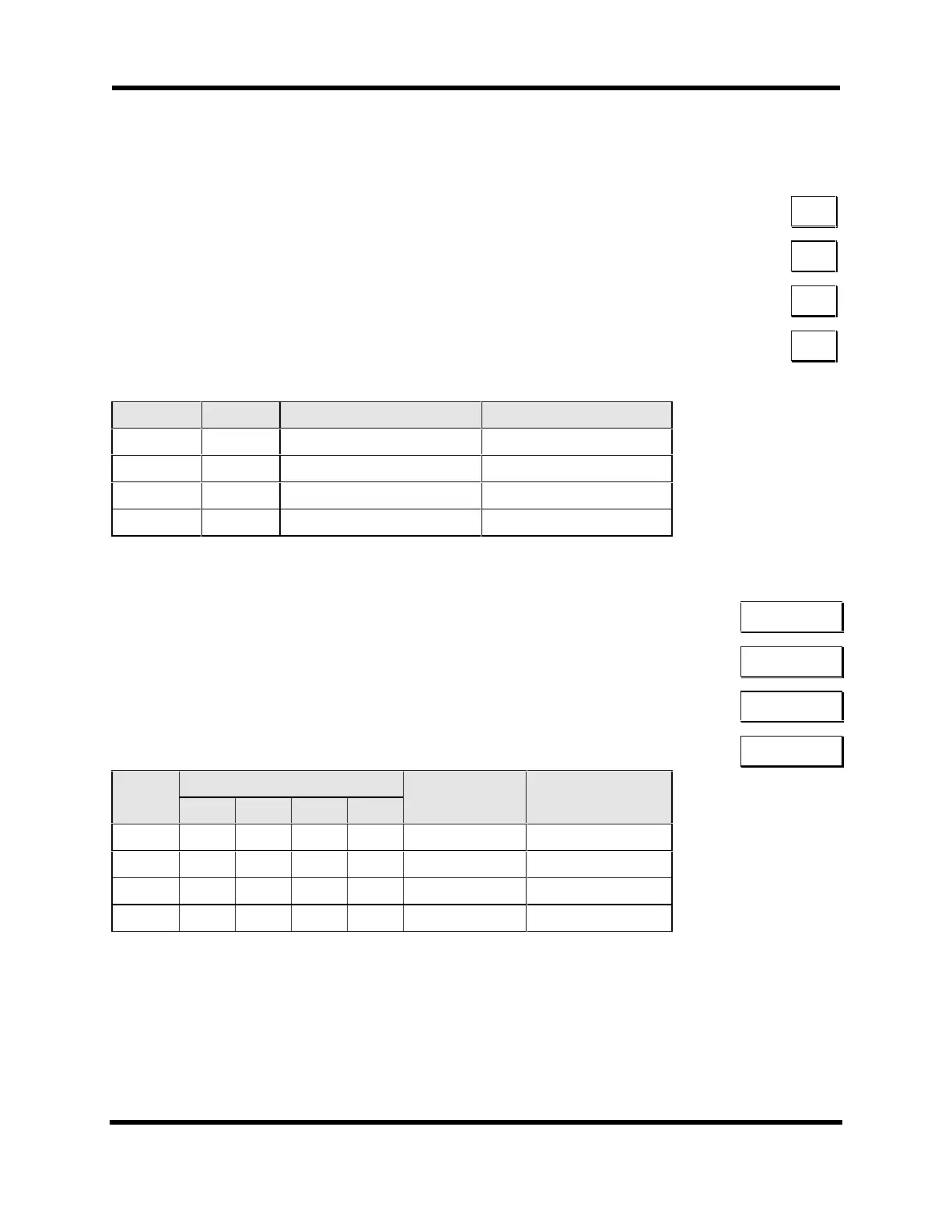
Table 4-72. Settings for Parameters 022, 040, 058, and 076
Param # Plane # Range Default
022 1 1-32,767 program steps/ms 16 program steps/ms
040 2 1-32,767 program steps/ms 16 program steps/ms
058 3 1-32,767 program steps/ms 16 program steps/ms
076 4 1-32,767 program steps/ms 16 program steps/ms
4.11.12. “X, Y, Z, and U axes index feedrates” (program steps/ms)
These parameters set the default axis feedrates (in program steps/ms) of axes 1, 2, 3, and
4 for each active contour plane (1-4) when performing point-to-point (indexed) moves. A
command line feed rate (if specified) will override the settings of these parameters. See
the INDEX command for more details.
These parameters can have values from 0.004 to 32,767 program steps/ms. The system
default is 16.0 program steps/ms. Refer to Table 4-73 for plane assignments and settings.
Table 4-73. Point-to-point Feedrate Parameter Assignments and Settings
Plane Axes Ranges in Defaults in
# 1 2 3 4 prog steps/ms prog steps/ms
1 023 024 025 026 0.004 to 32,767 16.0 prog steps/ms
2 041 042 043 044 0.004 to 32,767 16.0 prog steps/ms
3 059 060 061 062 0.004 to 32,767 16.0 prog steps/ms
4 077 078 079 080 0.004 to 32,767 16.0 prog steps/ms
022
040
058
076
023 - 026
041 - 044
059 - 062
077 - 080
Artisan Technology Group - Quality Instrumentation ... Guaranteed | (888) 88-SOURCE | www.artisantg.com

 Loading...
Loading...

