EI-28
EXTERIOR/INTERIOR TRIM
Front Bumper
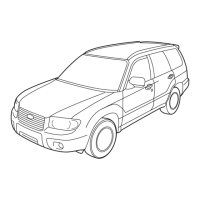
9 Welding
Using a heater gun and PP welding rod, weld the beveled spot while melting the rod and dam-
aged area.
(1) Melt hatched area
(2) Welding rod
(3) Section
N
TE:
• Melt the sections indicated by hatched area.
• Do not melt the welding rod until it flows out, in order to provide strength.
• Always keep the heater gun 1 to 2 cm (0.4 to 0.8 in) away from the welding spot.
• Leave the welded spot unattended until it cools completely.
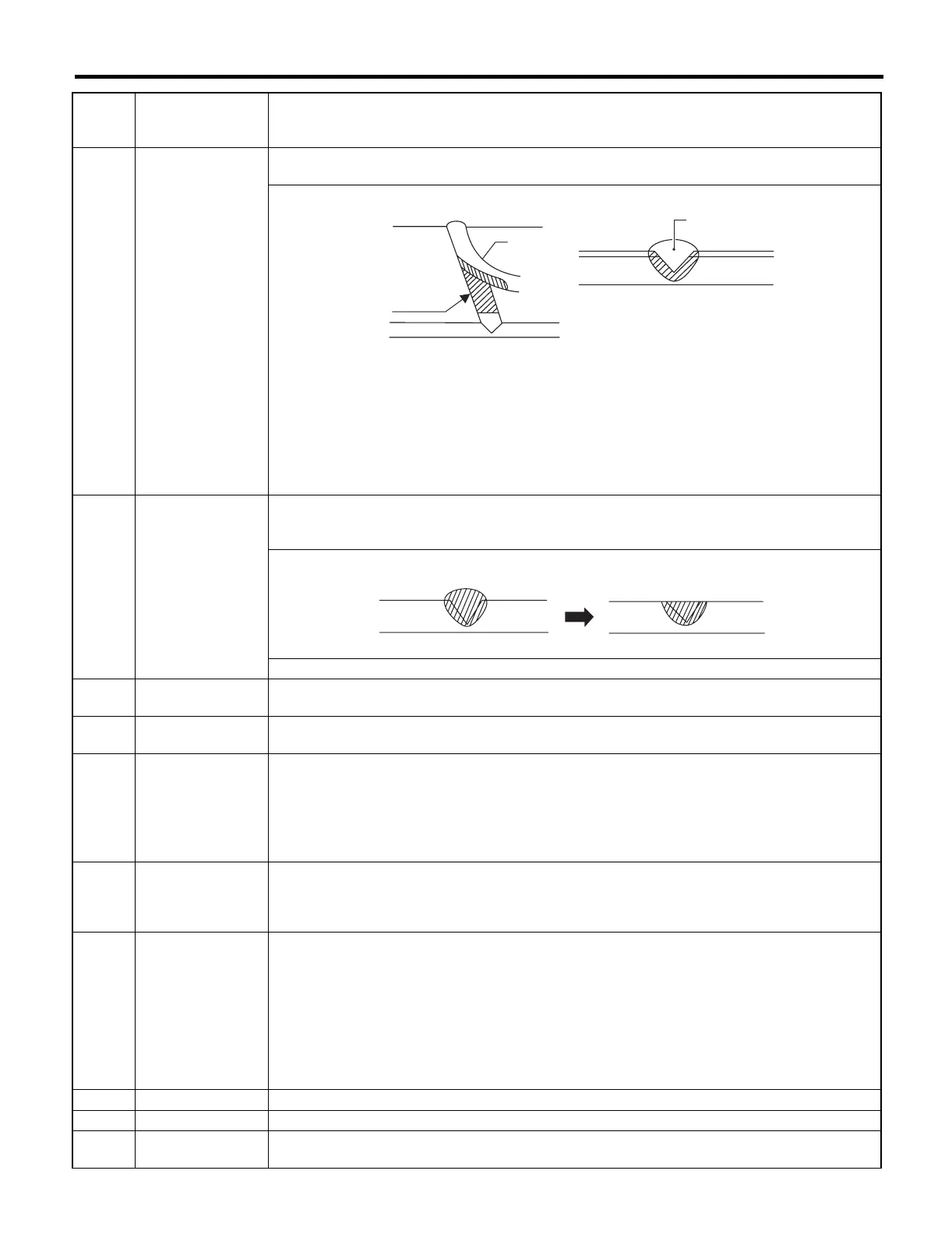
10 Sanding (II)
Remove excess part of weld with a putty knife. If a drill or disc wheel is used instead of the knife,
operate it at a rate lower than 1,500 rpm and grind the excess part little by little. A higher rpm will
cause the PP substrate to melt from the heat.
Sand the welded spot smooth with #240 sand paper.
11 Masking
Mask the black substrate section using masking tape.
Recommended masking tape: Nichiban No. 533 or equivalent
12
Cleaning/
degreasing
Completely clean the entire coated area, using solvent similar to that used in Process No. 4.
13 Primer coating
Apply a coat of primer to the repaired surface and its surrounding areas. Mask these areas, if nec-
essary.
Recommended primer: Mp/ 364 PP Primer
N
TE:
Be sure to apply one coat of primer at a spraying pressure of 245 to 343 kPa
(2.5 to 3.5 kg/cm
2
, 36 to 50 psi) with a spray gun.
14 Leave unattended.
Leave the repaired area unattended at 20°C (68°F) for 10 to 15 minutes until primer is half-dry.
N
TE:
If dirt or dust comes in contact with the coated area, wipe it off with a cloth dampended with alcohol.
(Do not use thinner since the coated area tends to melt.)
15
Primer surfacer
coating
Apply a coat of primer surfacer to the repaired area two or three times at an interval of 3 to 5 min-
utes.
Recommended surfacer:
• UPS 300 Flex Primer
• No. 303 UPS 300 Exclusive hardener
• NPS 725 Exclusive Reducer (thinner)
• Mixing ratio: 2: 1 (UPS 300: No. 303)
• Viscosity: 12 — 14 sec/20°C (68°F)
• Coated film thickness: 40 — 50µ
16 Drying Allow the coated surface to dry for 60 minutes at 20°C (68°F) [or 30 minutes at 60°C (140°F)].
17 Sanding (III) Sand the coated surface and its surrounding areas using #400 sand paper and water.
18
Cleaning/
degreasing
Same as Process No. 12.
Pro-
cess
No.
Process name Job contents
EI-00237
(1)
(2)
(2)
(3)
EI-00042