Program steps and cycles | Thread cycles
8
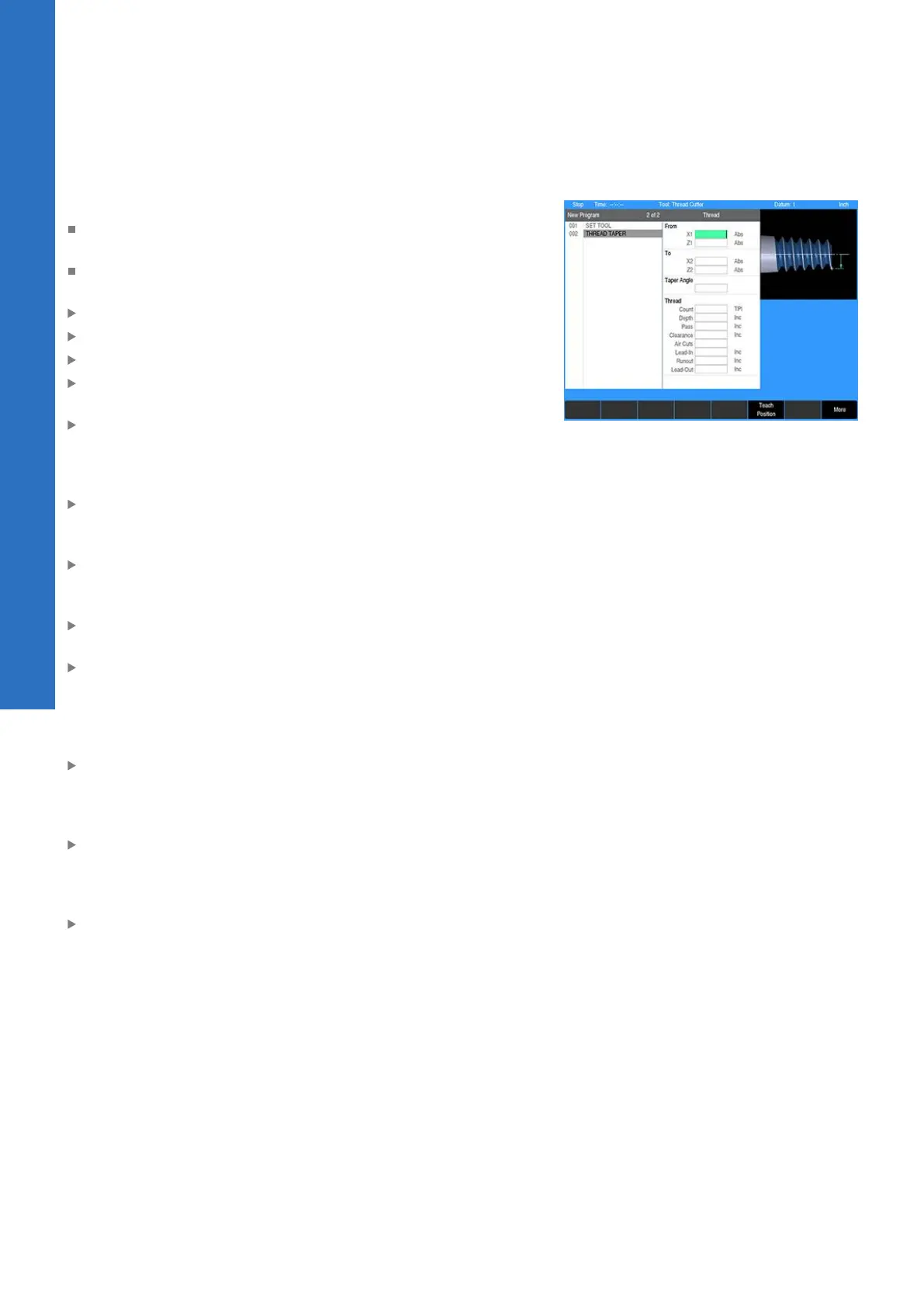
Entering data:
There are two ways to program a taper:
With four coordinates (X1, Z1, X2, Z2) for the start and end
points of the taper
With three of the coordinates above (X1, Z1, X2, etc.) and the
Taper Angle
Enter the starting location of the thread in the From point
Enter the ending location of the thread in the To point
If specifying the thread by the angle, enter the Taper Angle
For English threads, enter the number of threads per inch (TPI).
For metric threads, enter the pitch of the thread (mm).
Enter the Depth of the thread as measured from the
programmed diameter. If a value is not entered, depth will
default to the standard value based on the thread pitch. If
calculated, the value is shown in blue text.
Enter the maximum depth per machining Pass. When multiple
passes are needed, the depth of each subsequent pass is
reduced to maintain a constant load on the tool.
Enter the Clearance distance. This is the distance the tool is
moved away from the material before moving to the start of
next pass.
Enter the number of follow-up passes, or Air Cuts, made after
completing the final machining pass. The valid range is 0 to 10.
Enter the Lead-In distance. This is the distance before the
start of the thread at which the tool begins the Z axis cutting
motion. This distance allows the Z axis to accelerate to speed
and synchronize with the spindle location before the start of the
thread.
Enter the Runout distance. This is the distance before the end
of the thread at which the tool begins pulling out of the material.
Enter 0 to machine to the programmed end of the thread before
retracting straight out of the material.
Enter the Lead-Out distance. This is the distance the tool
continues past the programmed end of thread. This distance
allows the tool to decelerate without affecting the main section
of the thread.
Enter the Start Angle of the thread. If cutting multiple threads,
each thread should start at the appropriate angle relative to each
other.
136
ACU-RITE | TURNPWR | User's Manual | 08/2020