Parameters U511 User’s Manual
4-24 Aerotech, Inc. Version 1.1
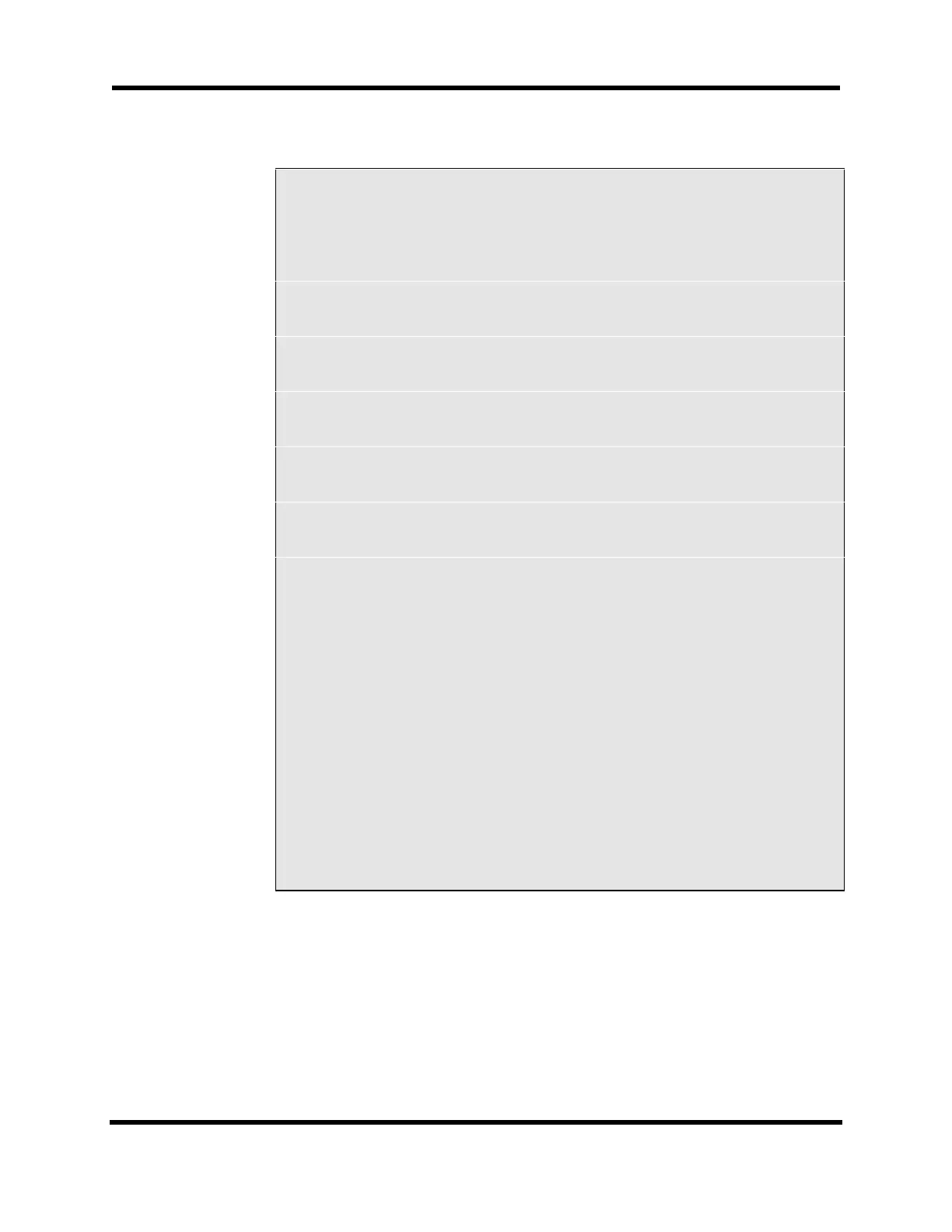
;***** Comments **************************************************
; Standard calibration correction data ... (Only one axis is shown)
;*****************************************************************
:START ; start axis call block
1 ; axis number 1,2,3,4
1000 ; sample distance in machine steps
1 2 3 5 7 9 12 14 16 14 10 8 5 2 1 0 ; abs mach step correction data
:END ; end axis call block
;*****************************************************************
; Axis orthogonality correction data can also be entered in the .CAL table.
; The format is the same as above, except for the axis number component.
; The axis number can be a two digit number AB, where A represents the
; axis number to be corrected, and B represents the position dependent axis
; number. Correction does not begin until the B axis is homed. The A axis
; does not need to be homed. A maximum of 256 points are allowed for
; orthogonality correction. The sample distance must be greater than
; 256 encoder counts. An example follows.
;*****************************************************************
:START ;start axis call block
21 ;ortho correction of axis 2 based on
;position of axis 1
1000 ;sample distance in machine steps
;(>256)
1 2 3 5 7 9 12 14 16 14 10 8 5 2 1 0 ; absolute machine step corr. data
:END ;end axis call block
Figure 4-2. Sample Calibration File with Orthogonality Data
Artisan Technology Group - Quality Instrumentation ... Guaranteed | (888) 88-SOURCE | www.artisantg.com