Operating Procedures: Patterning
C O N F I D E N T I A L – FEI Limited Rights Data5-54
Note
PMMA – PolyMethylMetaAcrylat
Application Files Examples
The non-gas assisted milling – the Si New application file:
• Beam Type: Ion
• Dwell Time (the time the beam spends on a single pixel per pass): 1.0 e
-6
s
• Overlap (the beam diameter overlap): 50%
• Volume per Dose (the amount of material volume removed per charge): 0.27 e
-9
m
3
/nC
This is called sputter rate in previous dual beam tools.
The gas-assisted application file – the Tungsten application file:
• Beam Type: Ion
• Dwell Time: 250 e
-9
s
• Overlap: -50%
• Volume per Dose: 0.025 e
-9
m
3
/nC
• Refresh Time (the waiting time after each pattern pass): 0
• Blur (beam defocus – to increase deposition for large areas): 0
If the overlap is positive the mill time can be calculated based on the volume per dose parameter and the beam
current:
For example, create a filled box pattern (5 × 5 × 2) µm (X × Y × Z, the desired material volume to be milled is
50 µm
3
) and choose 0.5 nA, which is 0.5 nC/s.
Therefore:
Doubling the Z size – the desired volume would be twice larger and the milling time twice longer, doubling the
beam current cuts milling time by half.
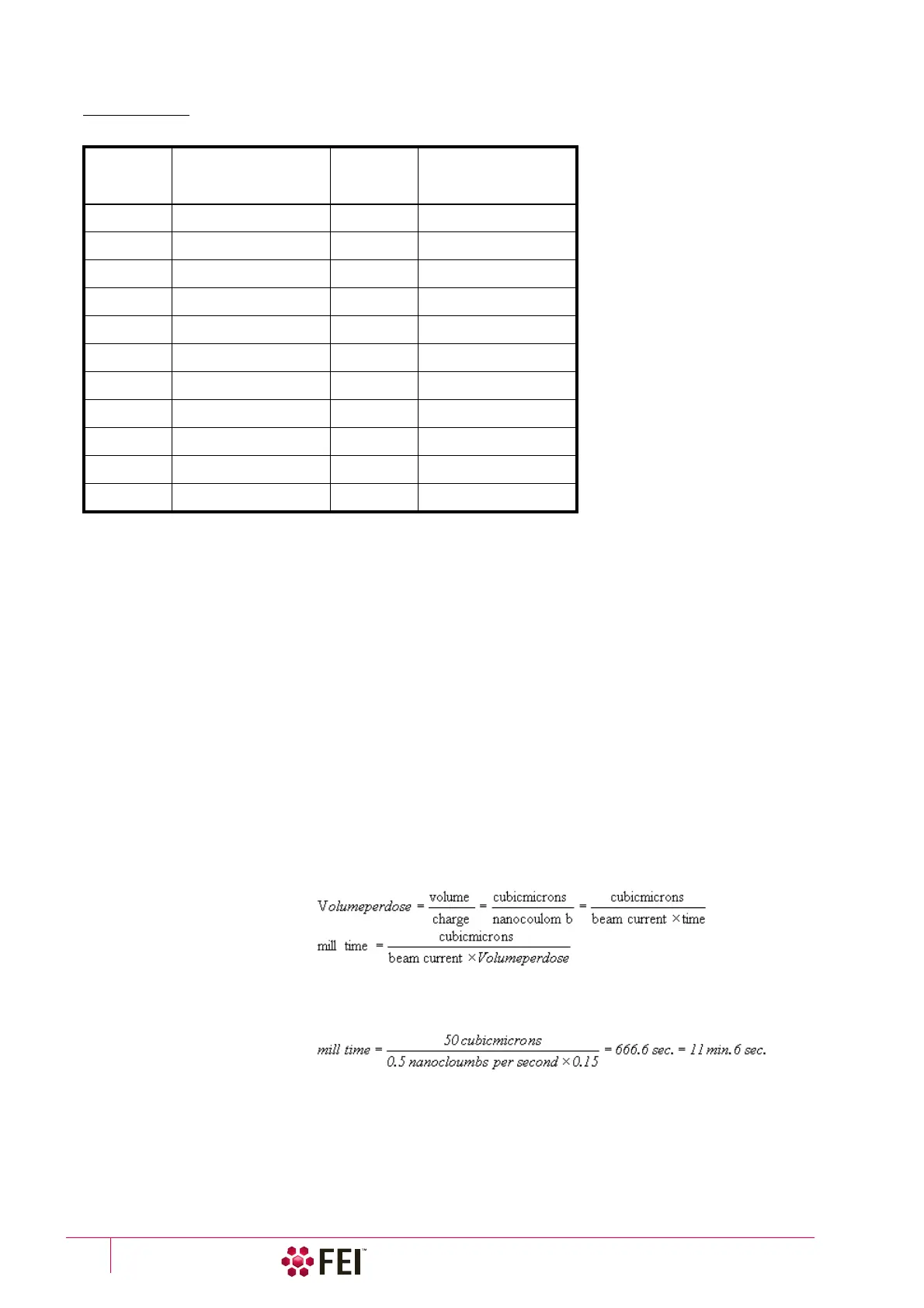
Table 5-7
Material Sputter Rates at 30 kV
Material
Volume per Dose
[µm
3
/ nC] Material
Volume per Dose
[µm
3
/ nC]
C 0.18 Au 1.50
Si 0.27 MgO 0.15
Al 0.30 SiO
2
0.24
Ti 0.37 Al
2
O
3
0.08
Cr 0.10 TiO 0.15
Fe 0.29 Si
3
N
4
0.20
Ni 0.14 TiN 0.15
Cu 0.25 Fe
2
O
3
0.25
Mo 0.12 GaAs 0.61
Ta 0.32 Pt 0.23
W 0.12 PMMA 0.40