Function Manual
100 01/2017
● Number of workpieces specified by the user:
$AC_SPECIAL_PARTS
This counter allows users to make a workpiece counting in accordance with their own definition. Alarm output can be
defined for the case of identity with $AC_REQUIRED_PARTS (workpiece target). Users must reset the counter
themselves.
The first output of the M command for counting after resetting the counter applies as start point. This M command is set in
MD27880 PART_COUNTER or MD27882 PART_COUNTER_MCODE for the relevant counter.
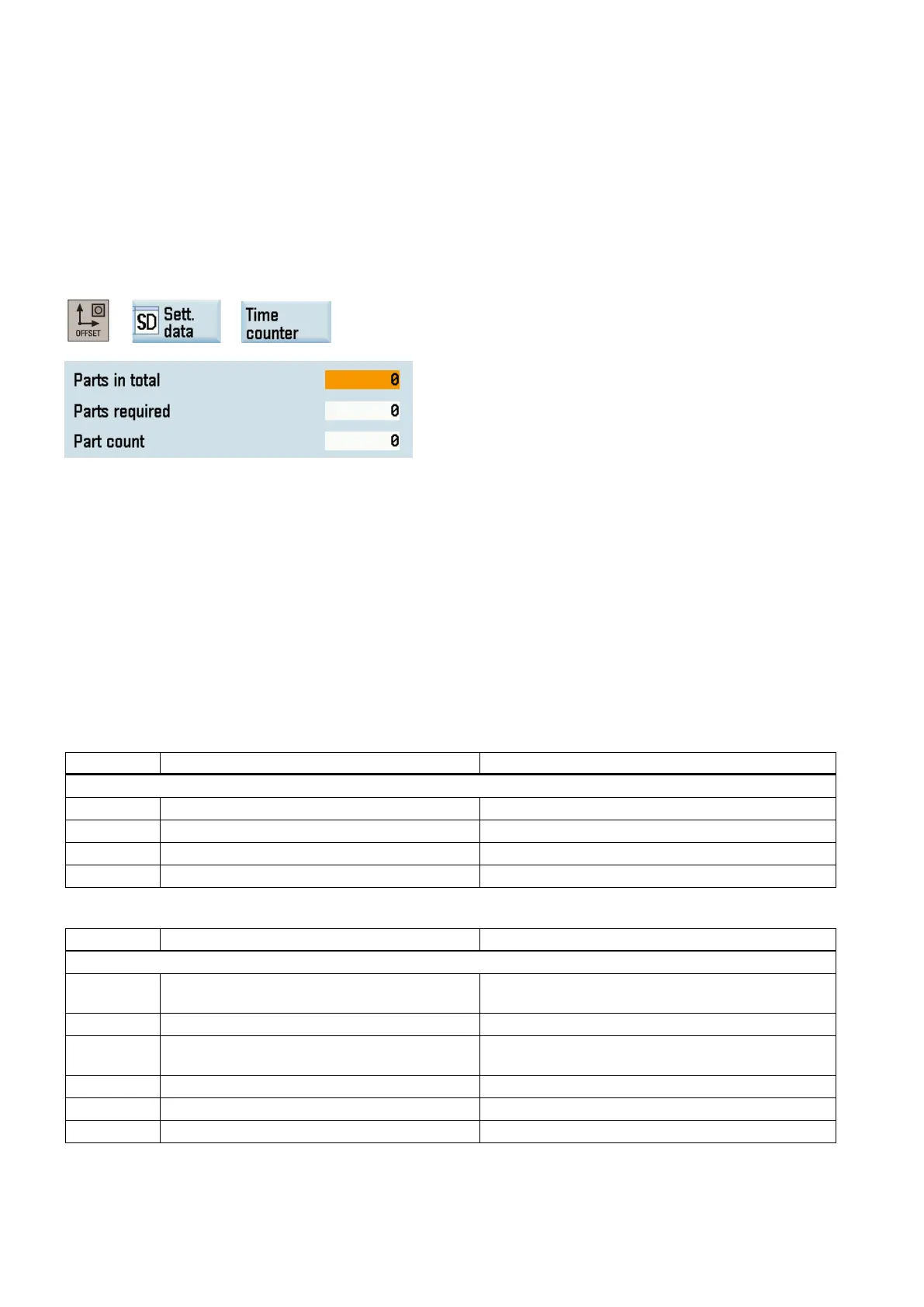
The contents of the counters are visible on the screen after you perform the following operations:
-> -> ->
●
= $AC_TOTAL_PARTS
●
= $AC_REQUIRED_PARTS
●
= $AC_ACTUAL_PARTS
($AC_SPECIAL_PARTS not available for display)
"Part count" is also visible in the information line of the "AUTO" window of the machining operating area.
SINUMERIK 808D/SINUMERIK 808D ADVANCED Programming and Operating Manual
Machine data
NC-specific machine data
10702 IGNORE_SINGLEBLOCK_MASK Prevent single-block stop
Block search parameter settings
Ignore stop conditions for ASUP
Priorities for ASUP_START_MASK
Basic machine data of the channel
20050 AXCONF_GEOAX_ASSIGN_TAB[n] Assignment between geometry axis and channel axis
Geometry axis name in channel [GEOaxis no.]: 0...2
20070 AXCONF_MACHAX_USED[n] Machine axis number valid in channel [channel axis
AXCONF_CHANAX_NAME_TAB[n]
Channel axis name in channel [channel axis no.]: 0...4
Geometry axis with transverse axis function
PROG_EVENT_IGN_SINGLEBLOCK
Prog events ignore the single block

 Loading...
Loading...


















