Function Manual
01/2017
157
● Positioning mode, see Section "Spindle positioning mode (Page 160)"
● Axis mode
● Tapping without compensating chuck, see also Chapter "Feed (Page 172)"
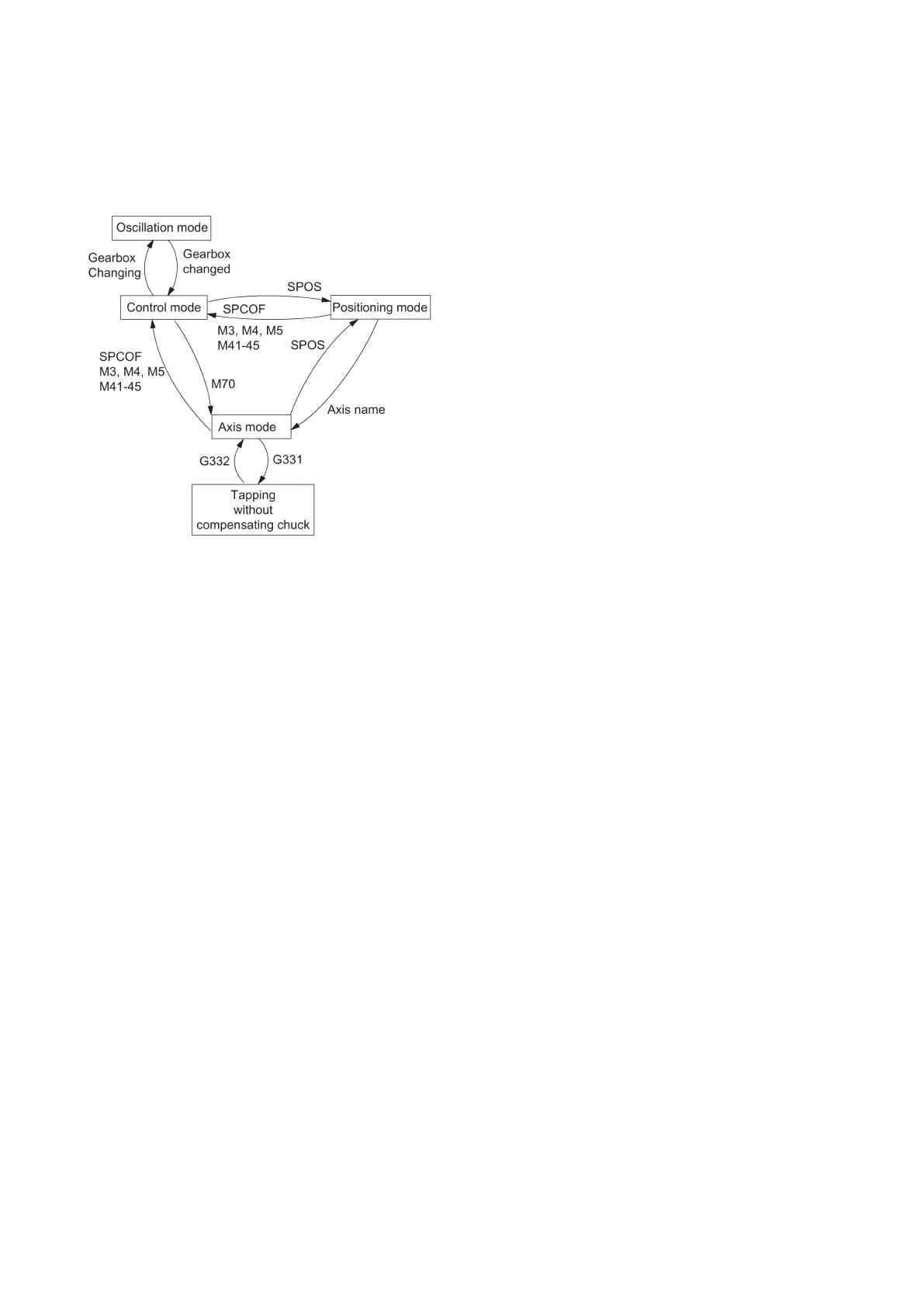
Switching between spindle modes:
Switching between spindle modes
● Control mode ---> oscillation mode
The spindle changes to oscillation mode if a new gear stage has been specified using automatic gear stage selection
(M40) in conjunction with a new S value or by M41 to M45. The spindle only changes to oscillation mode if the new gear
stage is not equal to the current actual gear stage.
● Oscillation mode ---> control mode
When the new gear stage is engaged, the IS "Oscillation mode" (DB390x.DBX2002.6) is reset and the spindle is
switched to control mode with the IS "Gear changed" (DB380x.DBX2000.3). The last programmed spindle speed (S
value) is reactivated.
● Control mode ---> positioning mode
To stop the spindle from rotation (M3 or M4) with orientation or to reorient it from standstill (M5), SPOS, SPOSA, and
M19 are used to switch to positioning mode.
● Positioning mode ---> control mode
SPCOF, M3, M4, M5, and M41-45 are used to change to control mode if the orientation of the spindle is to be terminated.
The last programmed spindle speed (S value) is reactivated.
● Positioning mode ---> oscillation mode
If the orientation of the spindle is to be terminated, M41 to M45 can be used to change to oscillation mode. When the
gear change is complete, the last programmed spindle speed (S value) and M5 (control mode) are reactivated.
● Positioning mode ---> tapping without compensation chuck
Tapping without compensation chuck (thread interpolation) is activated via G331/G332. SPOS must first be used to set
the spindle to position-controlled operation.
Spindle control mode
When control mode?
The spindle is in control mode with the following functions:
● Constant spindle speed S, M3/M4/M5 and G94, G95, G97, G33, G63
● Constant cutting rate G96 S, M3/M4/M5
 Loading...
Loading...



















