Function Manual
01/2017
167
Spindle monitoring
17.6.1
Spindle monitoring
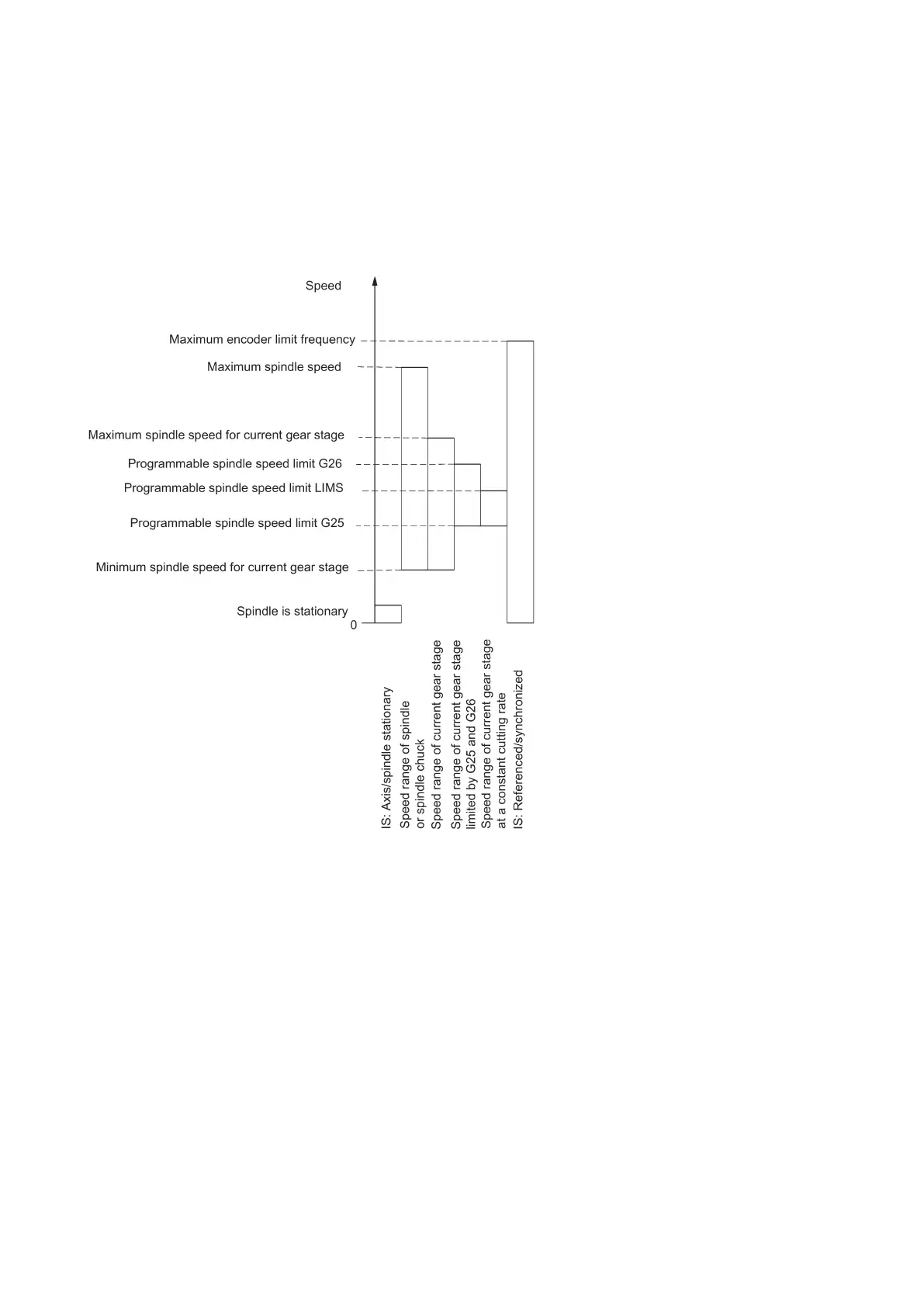
Speed ranges
The spindle monitoring functions and the currently active functions (G94, G95, G96, G33, G331, G332, etc.) define the
admissible speed ranges of the spindle.
Ranges of spindle monitoring functions/speeds:
Only when the spindle is stationary, i.e. the actual spindle speed is below a value defined in MD36060
STANDSTILL_VELO_TOL, is IS "Axis/spindle stationary" (DB390x.DBX0001.4) set. Functions such as tool change, open
machine door, path feed can be activated using the PLC user program.
Monitoring is effective in the three spindle modes.
Spindle in setpoint range
The "Spindle in setpoint range" monitor checks whether the programmed spindle speed has been reached, whether the
spindle is stationary (IS "Axis/spindle stationary") or whether it is still in the acceleration phase.
In the spindle "control mode", the speed setpoint (programmed speed with spindle override including the active limits) is
compared with the actual speed. If the deviation of the actual speed from the speed setpoint is greater than the spindle
speed tolerance set in MD35150 SPIND_DES_VELO_TOL:
● IS "Spindle in setpoint range" (DB390x.DBX2001.5) is set to zero.
● The next machining block is not enabled if
MD35500 SPIND_ON_SPEED_AT_IPO_START is set.

 Loading...
Loading...


















