Function Manual
160 01/2017
Spindle positioning mode
When is positioning mode used?
The spindle positioning mode stops the spindle at the defined position and activates the position control, which remains
active until it is deactivated. With the
..... program function, the spindle is in positioning mode (see also Section
"Programming (Page 166)").
The block change is carried out when all functions programmed in the block have reached their end criterion (e.g. axis
traverse completed, all auxiliary functions acknowledged by PLC)
the spindle has reached its position (IS "Exact stop
fine" for spindle (DB390x.DBX0000.7)).
A spindle position actual value encoder is absolutely essential.
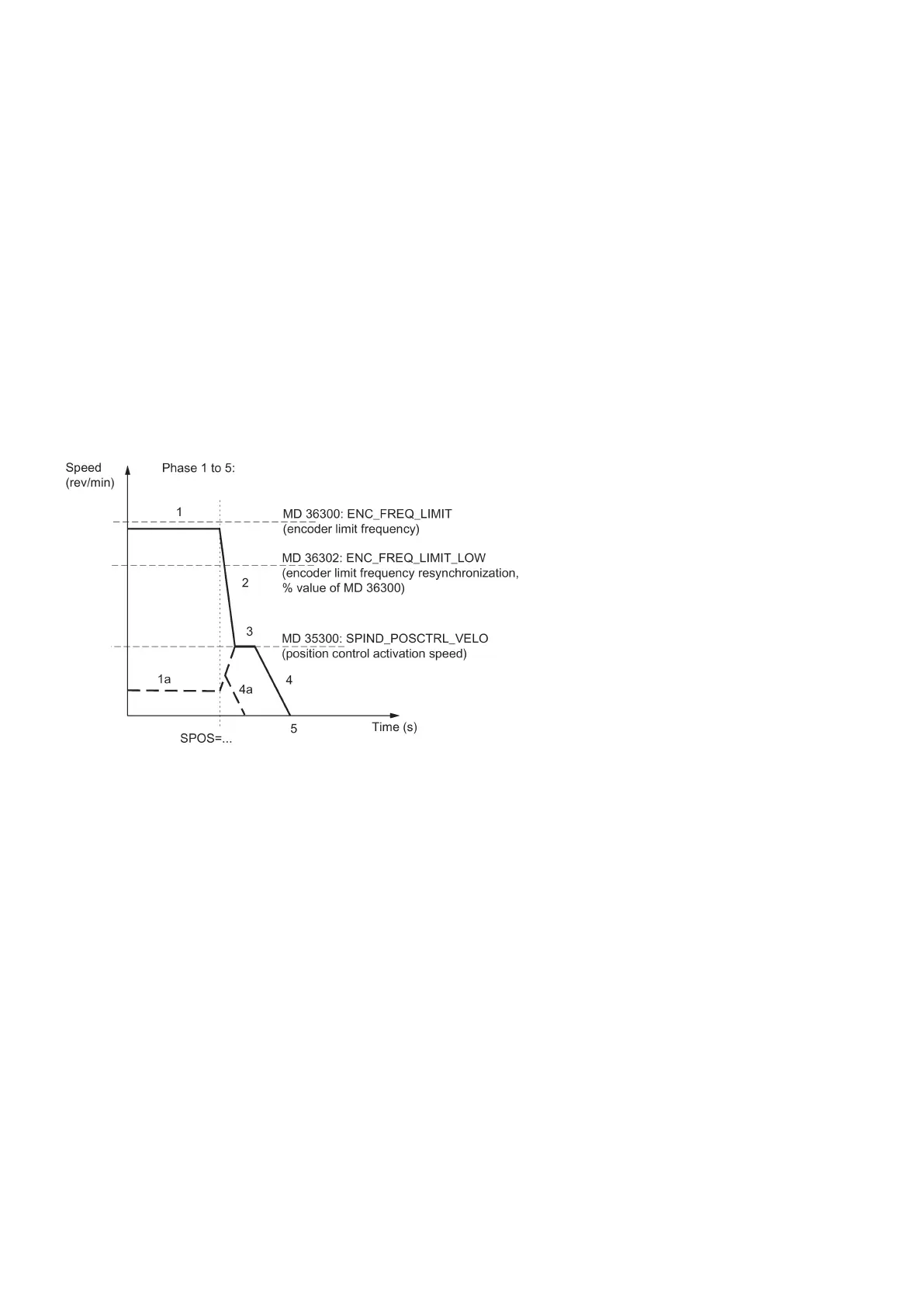
Positioning from rotation
Positioning from rotation at different speeds:
Spindle rotates at a lower speed than the encoder limit frequency. The spindle is synchronized. It is set to control
mode. Process continues with Phase 2.
Phase 1a: Spindle rotates at a lower speed than the position control activation speed. The spindle is synchronized. It is set
to control mode. The rest of the sequence is possible via 4a.
Phase 1b (not shown): Spindle rotates at a speed higher than the encoder limit frequency. The spindle is not synchronized
initially, but is then synchronized when the rotation speed falls below the speed defined by the encoder frequency in
MD36302 ENC_FREQ_LIMIT_LOW (% value of MD36300). Sequence continues with Phase 2.
: When the SPOS command takes effect, the spindle starts to decelerate with the acceleration stored in MD35200
GEAR_STEP_SPEEDCTRL_ACCEL until it reaches the position control activation speed.
When the position-control activation speed stored in MD35300 SPIND_POSCTRL_VELO is reached:
● The position control is activated.
● The distance-to-go (to target position) is calculated. (easier from Phase 1a)
● The acceleration is switched to MD35210 GEAR_STEP_POSCTRL_ACCEL. (acceleration in position control mode)
(always active below the position control activation speed)
The spindle brakes from the calculated "braking point" with MD35210 GEAR_STEP_POSCTRL_ACCEL to the
target position.

 Loading...
Loading...


















