Function Manual
144 01/2017
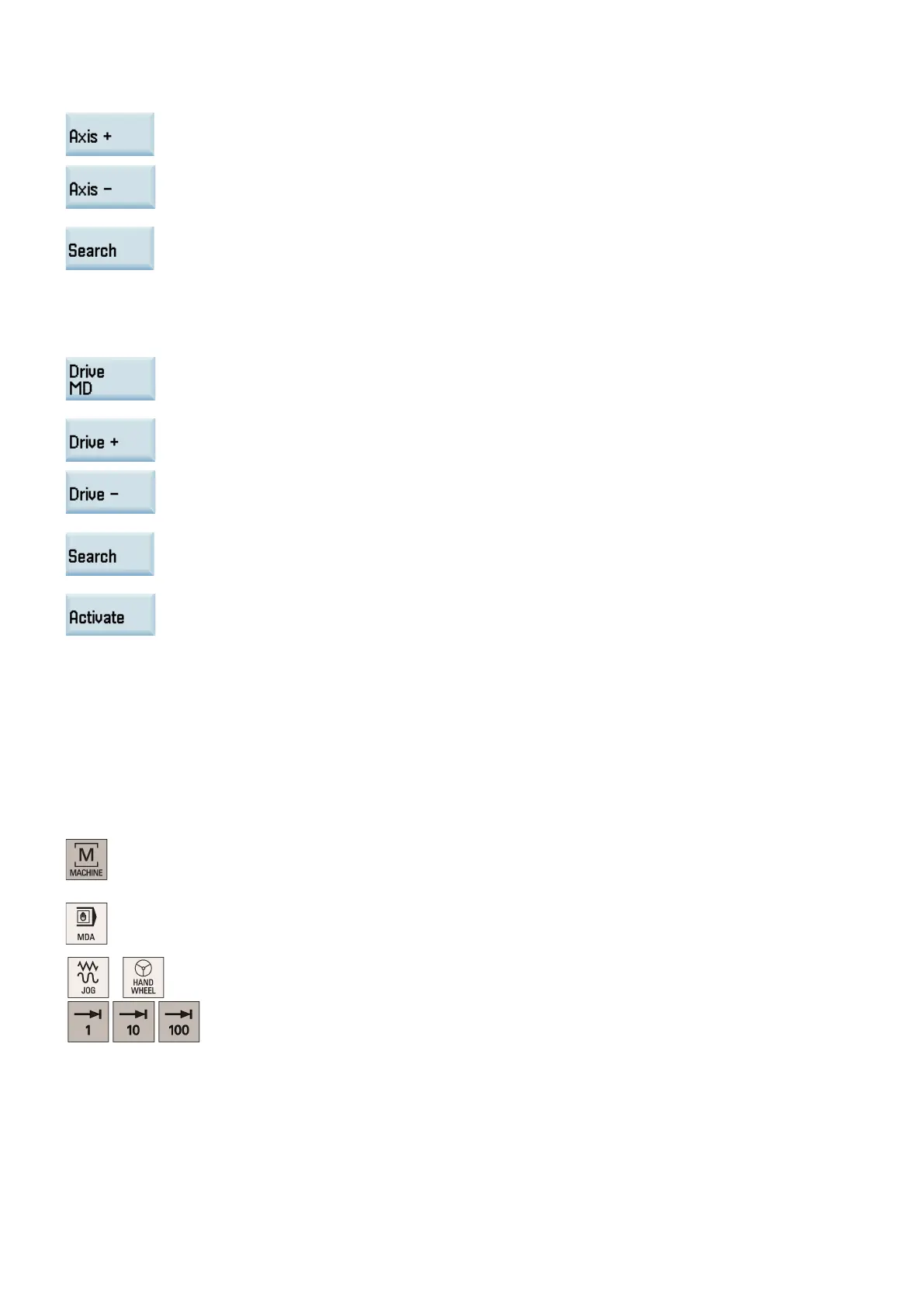
Use these softkeys to switch to the data set for axis MY1.
Use this softkey or the cursor keys to search for the following machine data and a
ssign the
30130[0] = 1
30240[0] = 1 (incremental encoder) or 4 (absolute encoder)
31020[0] = encoder resolution (= 2500: incremental encoder; = 2048: absolute encoder)
34200[0] = 1 (incremental encoder) or 0 (absolute encoder)
Press this softkey to open the drive data list.
Use these softkeys to switch to the data set for axis MY1.
Use this softkey or the cursor keys to search for the drive parameter p290
00. Enter the motor
ID of the motor connected to axis MY1. You can find the motor ID on the motor rating plate.
Press this softkey to activate the value changes. Note that the control system restarts to a
c-
If necessary, you can also tune the drive performance fo
r the Y axis. For more information,
see the SINUMERIK 808D/SINUMERIK 808D ADVANCED Commissioning Manual. Note that
you must perform the reference point approach for the Y axis first before you start the drive
tuning.
Measuring the tool manually (with the Y axis)
Operating sequence
Measuring the X axis of the tool
Select the machining operating area.
Switch to "MDA" mode and enter "SPOS=0" in the program editor window to fix the spindle.
Switch to handwheel control mode.
Select a suitable override feedrate.
Use the handwheel to move the tool to approach the workpiece and c
ut the surface of the
workpiece for about 1 mm along the Y axis. Then retract the tool along the Y axis.
Make sure you do not move the tool along the X axis afterwards.

 Loading...
Loading...


















