Function Manual
01/2017
143
Manual tool measurement (with the Y axis)
14.1
After activating an additional axis and configuring it as the Y axis on a turning machine, you can measure axes X, Y and Z of
a tool on the machine.
For more information about how to create and activate a tool before measuring the tool, see the SINUMERIK
808D/SINUMERIK 808D ADVANCED Programming and Operating Manual.
Note
The function of manual measuring with the Y axis is supported only on a turning machine.
Preparations for measuring the tool manually (with the Y axis)
Configuring Drive Bus addresses
The Drive Bus address of the corresponding drive is properly set (p0918 = 12). For more information about how to configure
Drive Bus addresses, see the SINUMERIK 808D/SINUMERIK 808D ADVANCED Commissioning Manual.
Activating an additional axis
At least one additional axis is activated. For more information, see Section "Activating the optional functions (Page 327)".
Setting parameters for the Y axis
Proceed as follows to set the parameters for the Y axis:
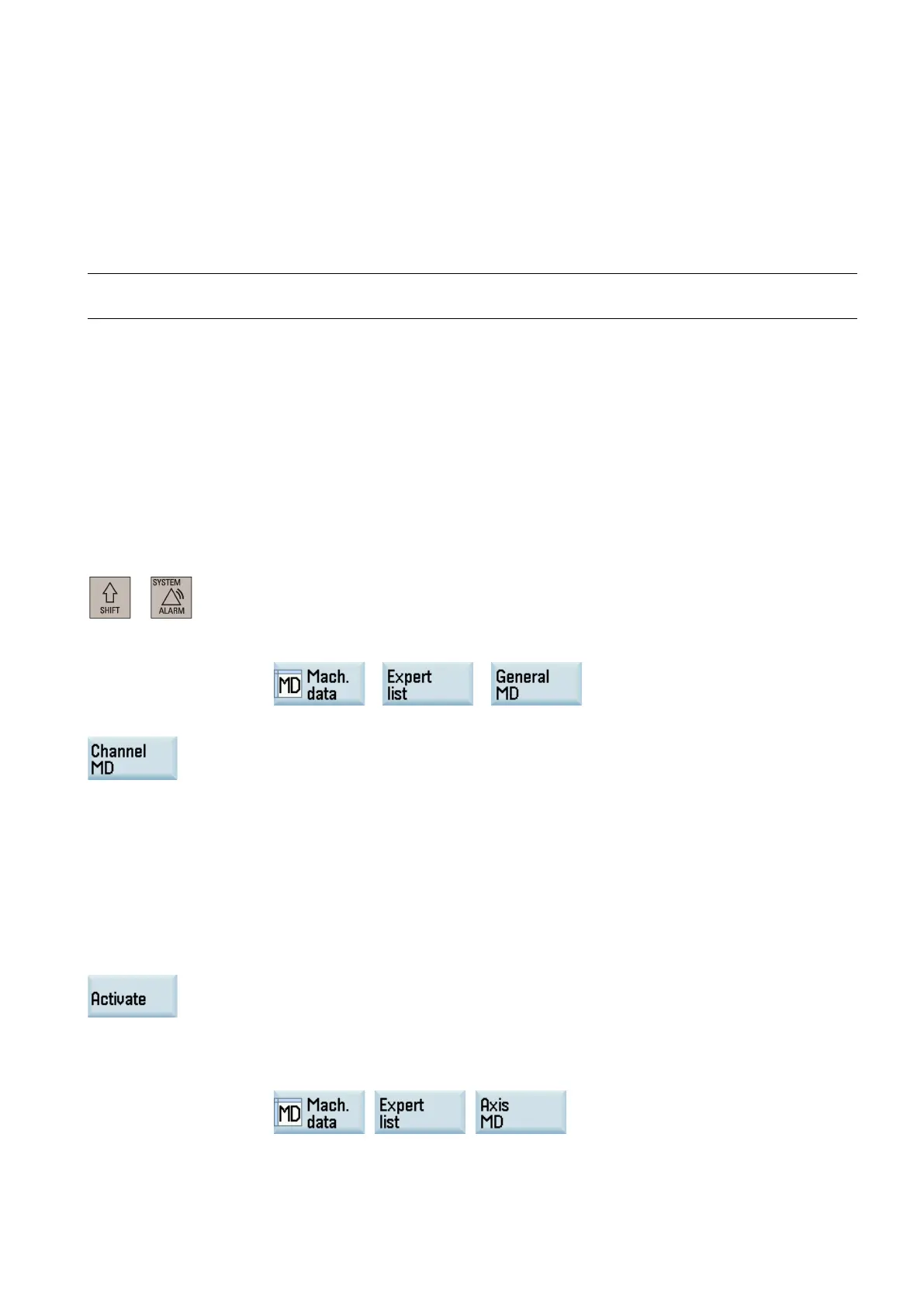
ect the system data operating area.
Open the general machine data window through the following softkey operations:
Set the machine data 10000[1] to MY1.
Press this softkey to open the channel machine data window a
nd set the following machine
20050[1] = 2
20050[2] = 3
20060[1] = Y
20070[1] = 2
20070[2] = 3
20070[3] = 4
20080[1] = Y
20080[2] = Z
20080[3] = SP
Press this softkey to activate the value changes. Note that the control system restarts to a
c-
cept the new values and the additional axis
can be displayed in the system.
Select the system data operating area.
Open the axis machine data window through the following softkey operations:

 Loading...
Loading...


















