Function Manual
116 01/2017
Following error compensation (feedforward control)
11.4.1
General
Axis-specific following error
The following error can be reduced to almost zero with the help of the feedforward control. This feedforward control is
therefore also called "following error compensation".
Particularly during acceleration in contour curvatures, e.g. circles and corners, this following error leads to undesirable,
velocity-dependent contour violations. The control system is equipped with the "Speed feedforward control" feedforward
control type.
Activation/deactivation in part program
The feedforward control can be activated and de-activated by means of the following high-level language elements in the
part program:
● FFWON - Feedforward control ON
● FFWOF - Feedforward control OFF (activation setting)
With MD32630 FFW_ACTIVATION_MODE, the activation (via FFWON) or de-activation (via FFWOF) of a specific axis can
be determined:
● FFWON and FFWOF are used to activate and de-activate respectively the feedforward control of all axes/spindles for
which MD32630=1 is set.
● MD 32630 should therefore have identical settings for axes that interpolate with each other.
The feedforward control should only be switched on or off while the axis/spindle is stationary to prevent jerk. This is the
responsibility of the programmer.
The following points should be noted before the feedforward control is applied:
● Rigid machine behavior
● Precise knowledge about the machine dynamic response
● No sudden changes in the position and speed setpoints
Optimization of control loop
The feedforward control is set on an axis/spindle-specific basis. First of all, the current control loop, speed control loop and
position control loop must be set to an optimum for the axis/spindle.
The feedforward control parameters must then be assigned to the relevant axis/spindle and then entered in the machine
data (see next section).
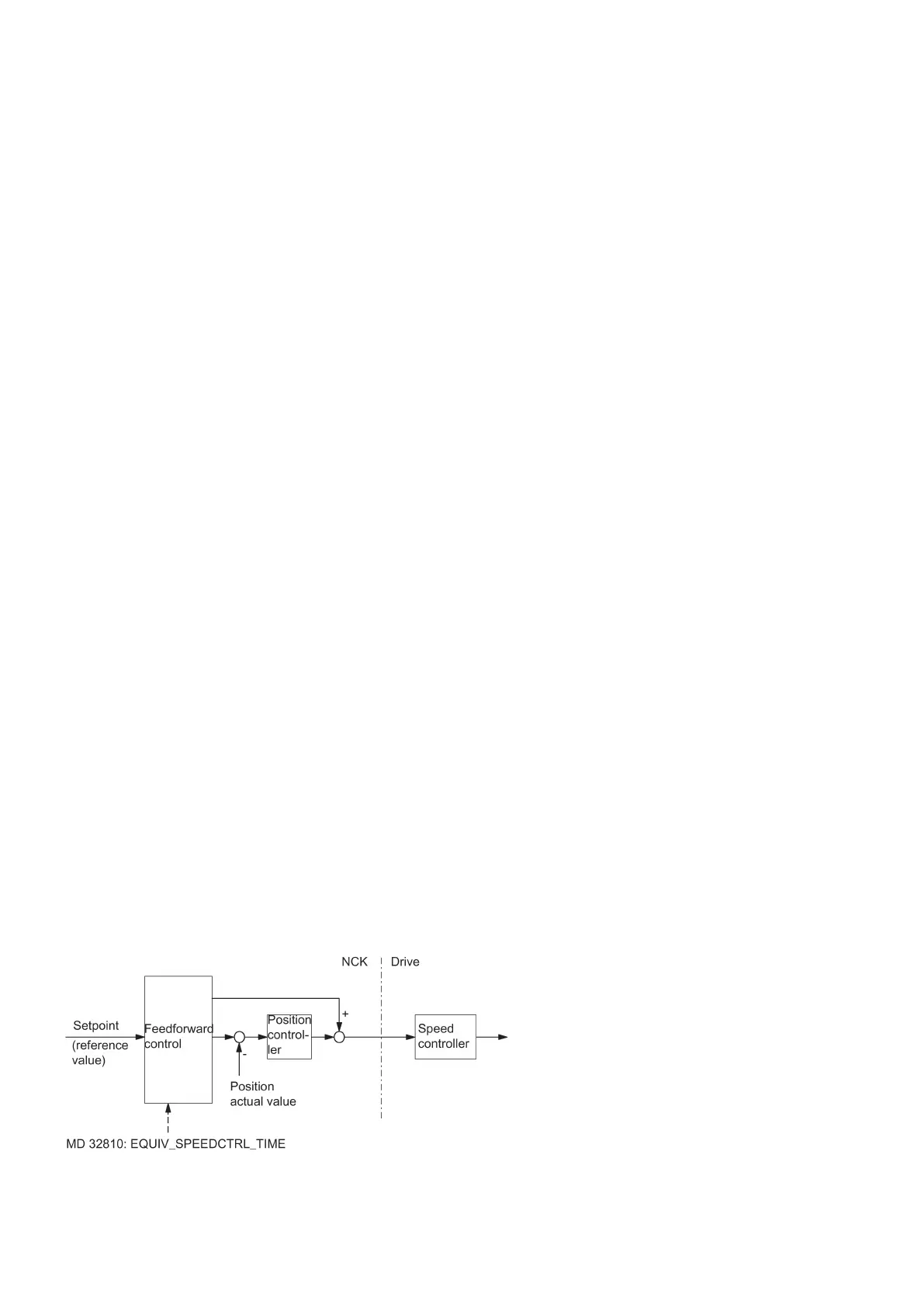
Speed feedforward control
In the case of speed feedforward control, a velocity setpoint is also applied directly to the input of the speed controller (see
figure below).

 Loading...
Loading...


















