Function Manual
130 01/2017
Activation/deactivation of TRACYL
The TRACYL function is activated in the program with
● TRACYL(d) in a separate block and deactivated with
● TRAFOOF in a separate block
d - machining diameter of the cylinder in mm
TRAFOOF deactivates any active transformation function.
; the geometry axes X, Y, Z are programmed
N10 G0 X... Z... SPOS=...
; starting positions, spindle in position control
; plane, feed type, select milling tool
; switchover: master spindle is now the milling spindle
; switch on TRACYL, diameter: 24.876 mm
; feed, switch on milling spindle
; milling of the cylinder surface with milling tool radius compensation
; master spindle is main spindle
Explanation:
The movement of the machine axes ZM and CM produces this contour on the peripheral surface of the cylindrical workpiece
with the milling cutter in accordance with the Y-Z path programmed (straight or circular). The programmed X axis (infeed)
continues to be traversed as the X axis.
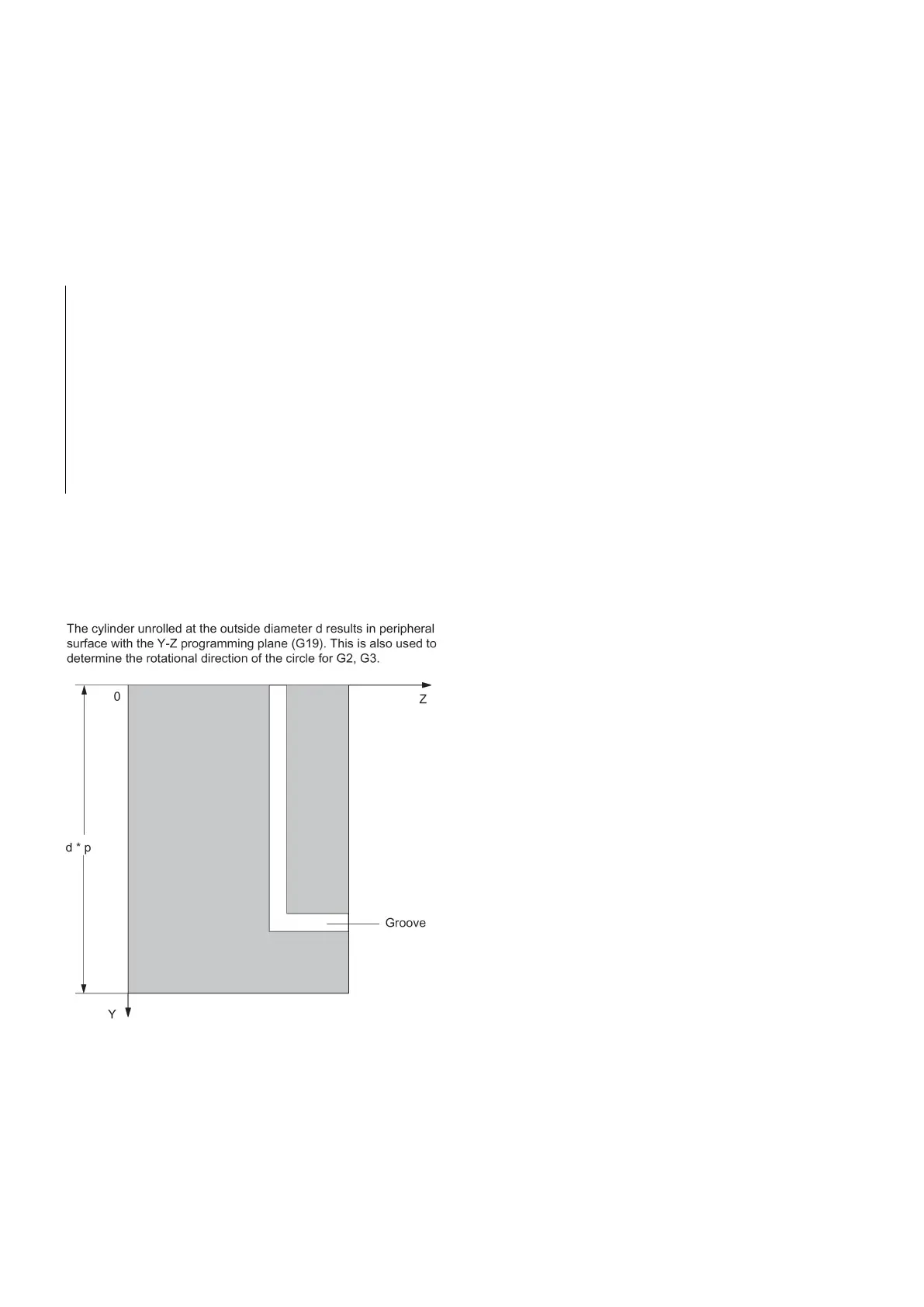
Peripheral surface of cylinder G19 (Y-Z plane):
Distance of groove side wall from the reference contour (also see "TRACYL programming example")
Programming: OFFN=...; Distance in mm
As a rule, the groove center line is programmed. OFFN determines the groove width when the milling radius compensation
is active (G41, G42). Set OFFN=0 once the groove has been completed.
 Loading...
Loading...



















