Function Manual
184 01/2017
Activating via the NC program
The contour handwheel can be activated in the NC program non-modally using FD=0, that is, velocity F... from the block
before the contour handwheel applies in the following block
the need for additional programming.
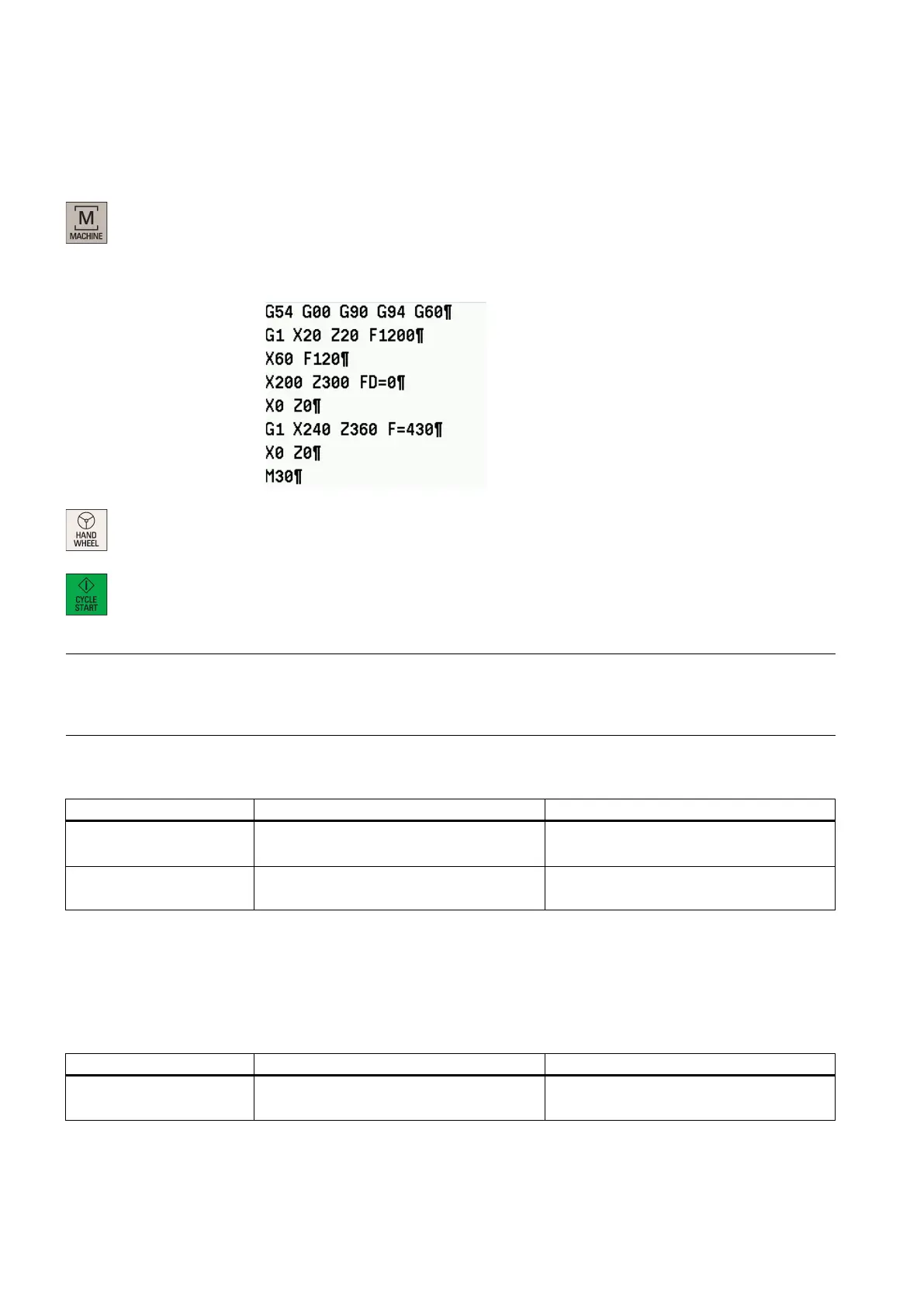
You can proceed through the following steps to activate the contour handwheel function via the NC program:
machining operating area.
Make sure the axes have been referenced, and then open the desired part program contain-
ing "FD=0" in "AUTO" or "MDA" mode, for example:
Select "HANDWHEEL" operating mode, and assign the handwheel to the first g
eometry
axis. For more information about handwheel assignment, see Section "Handwheel traversal
in JOG
(Page 64)".
Press this key on the MCP. When the block runs to "FD=0", you can control the feedrate of
path and synchronized axes via a handwheel.
" applies to the current block only. After the contour handwheel is deactivated, the feedrate programmed in the
previous block applies. If no feedrate was programmed in the previous blocks, a corresponding alarm is output.
"FD" and "F" cannot appear in the
same NC block (triggers an alarm).
Activating via interface signal
Switching-in/switching-out is realized via the interface signal: DB3200.DBX14.0-1 (activate contour handwheel (1, 2)).
Corresponding to ... (NCK → PLC)
DB3200.DBX14.0 =1: activate contour handwheel 1
=0: deactivate contour handwheel 1
DB3300 DBX5.0 (=1/0: contour handwheel 1
is active/inactive) *
DB3200.DBX14.1 =1: activate contour handwheel 2
=0: deactivate contour handwheel 2
DB3300 DBX5.1 (=1/0: contour handwheel 2
is active/inactive) *
* The signal state of DB3300 is set by NC automatically, and cannot be changed in PLC.
When the contour handwheel is activated, it can also be simulated. After activation via interface signal DB3200.DBX14.3
(contour handwheel simulation), the feedrate is no longer defined by the contour handwheel. The programmed feedrate is
used instead.
The direction for simulation is also defined via an interface signal DB3200.DBX14.4 (negative direction simulation contour
handwheel). When the simulation is deselected or the direction is changed, the current movement is decelerated using a
braking ramp.
Corresponding to ... (NCK → PLC)
DB3200.DBX14.3 =1: contour handwheel simulation on
=0: contour handwheel simulation off
-
 Loading...
Loading...



















