Function Manual
01/2017
209
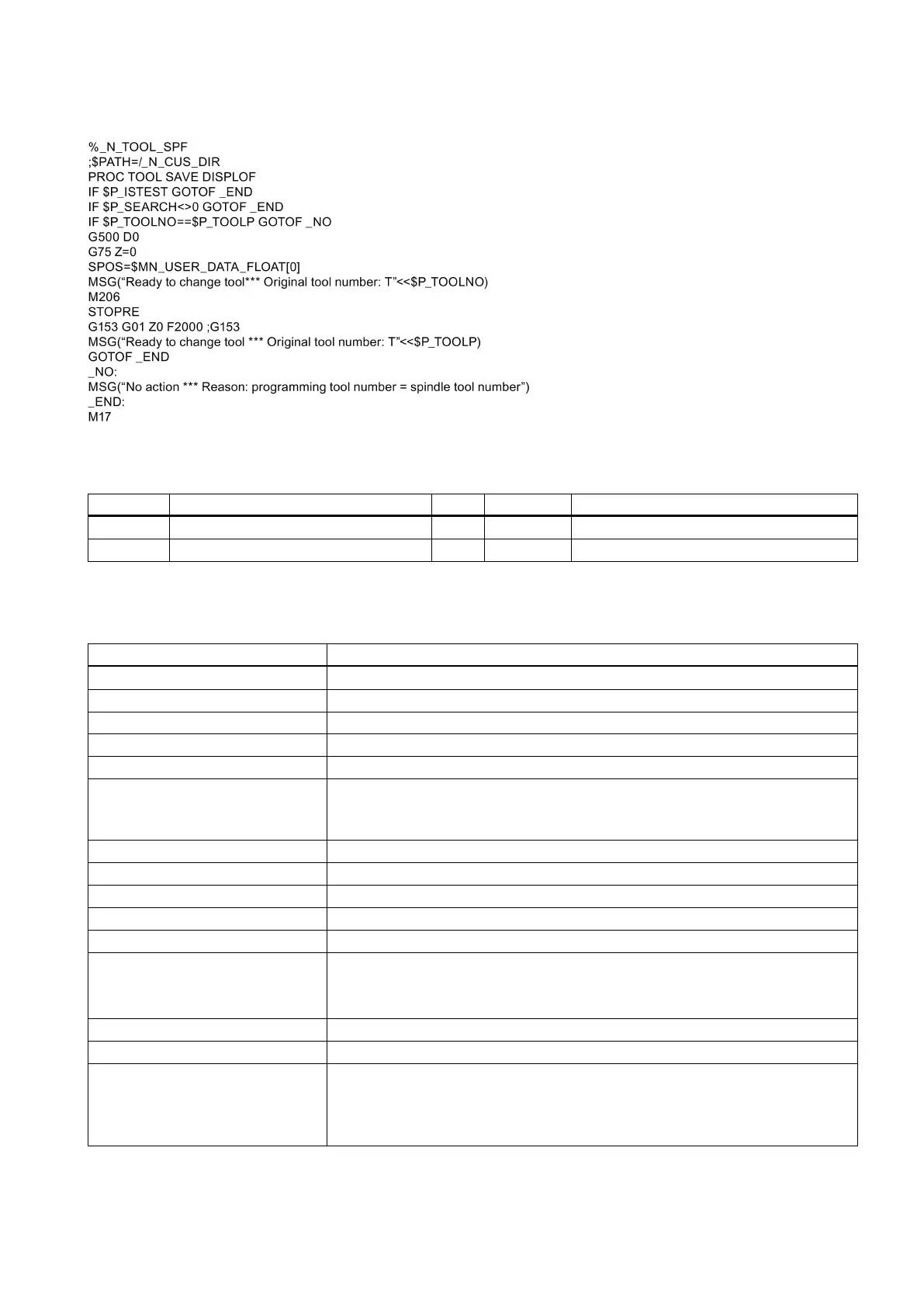
For the format of a standard cycle, refer to the example shown below:
Calling cycles using the "T" function
Configure the parameters shown in below table to activate a T code for calling a standard cycle:
Activating tool parameters with an M code
Calling the standard cycle with M06
The format of the standard cycle is the same with that of M codes. The tool number for programming will be saved into
system variable $C_T.
Descriptions of frequently used system variables
Program testing status; boolean variable
Program searching status; boolean variable
Program searching status; real numbers: 1-, 2-, 3-
Tool number in the spindle turret
$C_T Programming tool number.
$P_TOOLP is inactive when the program code T calls a tool changing cycle that is
defined with MD10717. The tool number is then represented with "$C_T".
Tool's geometrical parameter: tool length 1
Tool's geometrical parameter: tool radius
$TC_DP12[Tool number, 1] Tool wear: the direction of length 1
Tool wear: the direction of radius
$TC_DP24[Tool number, 1] Tool's dimension:
0: normal
Number of the tool turret
Global user data (integral)
_ZSFR[n] Global user data (float)
Since this data has been used in the Siemens standard technology cycles, ensure
that there is no conflict with the technology cycles when you are using this data.
 Loading...
Loading...



















