P4: PLC for SINUMERIK 828D
14.5 Data interface
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
1149
14.5.1.3 Axis and spindle signals
DB3200, 3300, 3700, 3800, 3900
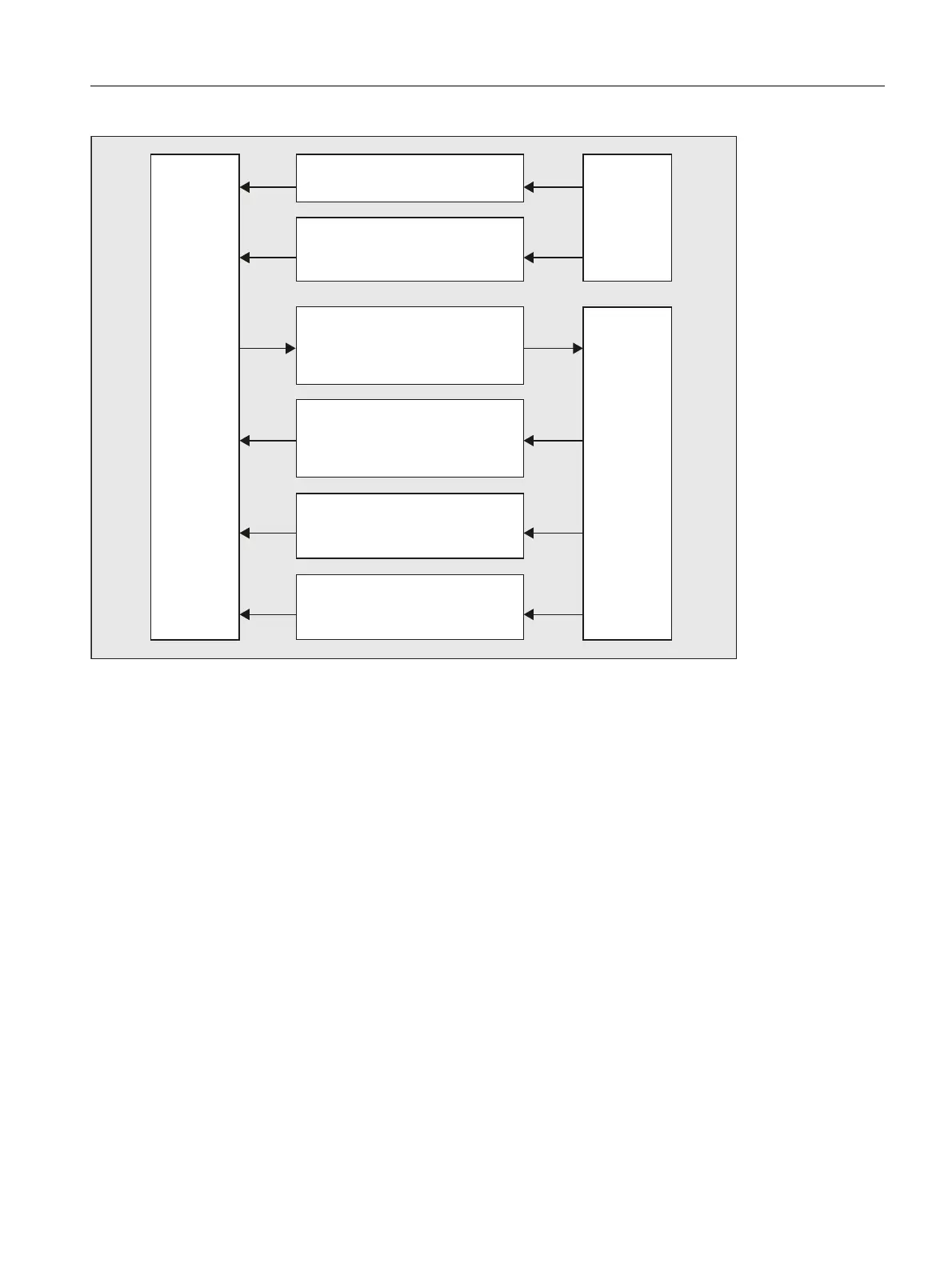
The axis-specific and spindle-specific signals are divided into the following groups:
• Shared axis/spindle signals
• Axis signals
• Spindle signals
• Drive signals
The signals are transferred cyclically with the following exceptions. The exceptions include axial F value, M and S
value.
An axial F value is entered via the M, S, F distributor if it is transferred to the PLC during the NC machining
process.
The M and S value are also entered via the M, S, F distributor if one or both values requires processing.
&RQWUROVLJQDOVWR1&FKDQQHO
&RQWUROVLJQDOVWRD[HVLQ:RUN
&RQWUROVLJQDOVIURP1&FKDQQHO
&RQWUROVLJQDOVIURPD[HVLQ:RUN
)XQFWLRQWUDQVIHUIURP1&FKDQQHO
076'+
$FWLYH*IXQFWLRQVIURP1&FKDQQHO
*HQHUDOVHOHFWLRQVWDWXVVLJQDOV
6LJQDOVIRUSURJUDP
FRQWURO
3/&83
+0,
1&FKDQQHO
'%
'%
'%
'%
'%
'%

 Loading...
Loading...














