K1: Mode group, channel, program operation, reset response
9.10 Asynchronous subroutines (ASUBs), interrupt routines
Basic Functions
594 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
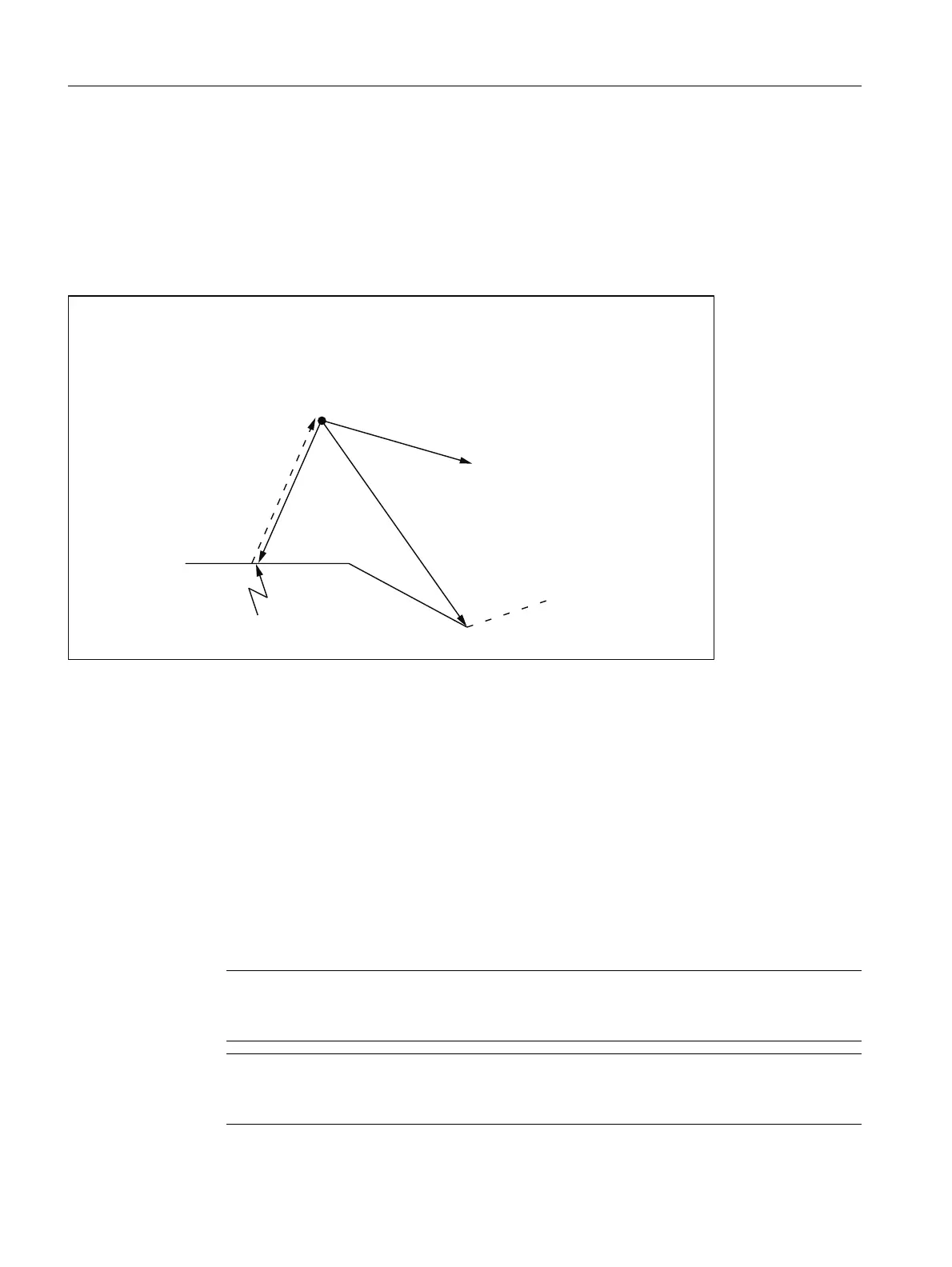
End of interrupt routine
After the end identifier (M02, M30
,
M17) of the Interrupt routine has been processed, the axis traverses by default
to the end position programmed in the part program block following the interruption block.
A REPOS instruction must have been programmed at the end of the interrupt routine if return positioning to the
point of interruption is required, e.g.
N104 REPOSL M17
Figure 9-12 End of interrupt routine
9.10.1.3 Interrupt routine with REPOSA
If an interrupt routine with REPOSA triggered by the PLC (block FC9) "interrupted" in channel status in program
operation is completed, then the following sequence is typical:
1. Before the re-approach to the contour, the controller stops and goes to program status "Stopped". The
following NC/PLC-interface signal is set:
DB21, ... DBX318.0 (ASUB is stopped)
2. The operator presses the START key. Thereupon, the signal DB21, ... DBX318.0 is reset and the re-approach
motion starts.
3. At the end of the re-approach motion, the FC9 signal "ASUB done" is set and the path of the interrupted part
program is continued.
Note
The NC/PLC-interface signal DB21,...DBX318.0 (ASUB is stopped) is available only for
the following case: Interrupt "interrupted" in program operation in the channel status.
Note
In case of interrupt routines that close without REPOS, the signals "Asub-Done" and
DB21,...DBX318.0 (ASUB is stopped) occur at the same time.
Part program:
PROGNAME
N10 ...
N20 Y20
N30 X60
N40 ...
N50 M30
Interrupt routine:
INTER
N101 ...
N102 ...
N103 ...
N104 REPOSL M17
Interruption point
Standard (for G90)
End point of the
interrupt routine
Path with
REPOSL
Standard (for G91)
N101
N20
N30
N40
N104
Traverse path of the
interrupt routine

 Loading...
Loading...














