K2: Axis Types, Coordinate Systems, Frames
10.4 Coordinate systems
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
721
Example
Actual-value display in relation to the WCS or SZS
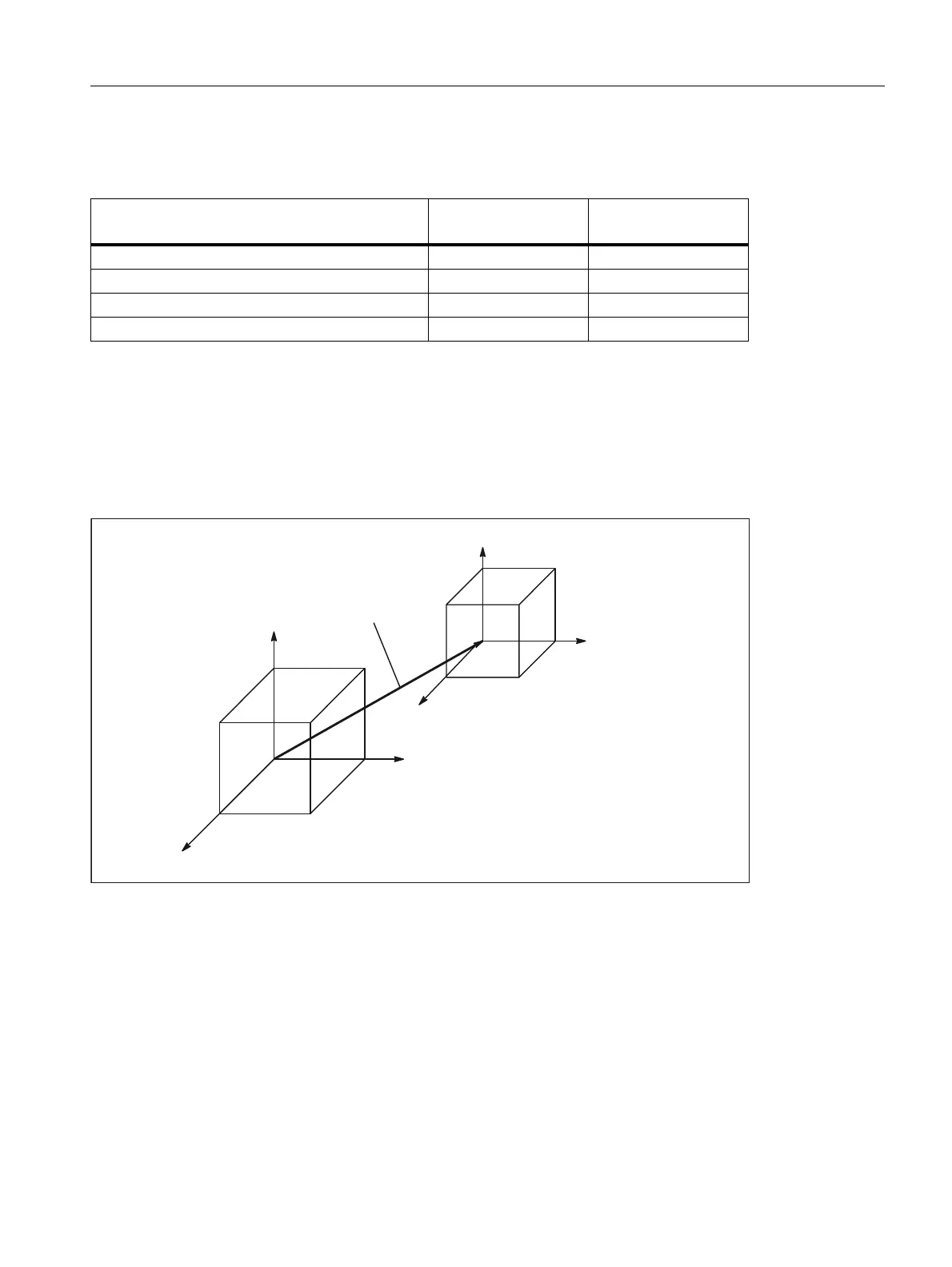
10.4.7 Workpiece coordinate system (WCS)
Workpiece coordinate system (WCS)
The workpiece coordinate system (WCS) is the programming basis.
Figure 10-20 Programmable FRAME between SZS and WCS
Code (excerpt)
Actual value display:
Axis X (WCS)
Actual value display:
Axis X (SZS)
N10 X100
100 100
N20 X0
00
N30 $P_PFRAME = CTRANS(X,10)
010
N40 X100
100 110
;
=
<
;
<
=
6HWWDEOH]HURV\VWHP6=6
:RUNSLHFHFRRUGLQDWHV\VWHP:&6
3URJUDPPDEOH)5$0(
ZLWK3B3)5$0(

 Loading...
Loading...














