B1: Continuouspath Mode, Exact Stop, LookAhead
3.3 Continuous-path mode
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
169
3.3.3.4 Rounding of tangential block transitions (G645)
Function
In continuous-path mode with rounding, rounding blocks are also only generated on tangential block transitions if
the curvature of the original contour exhibits a jump in at least one axis.
The rounding movement is defined here so that the acceleration of all axes involved remains smooth (no jumps)
and the parameterized maximum deviations from the original contour
(MD33120$MA_PATH_TRANS_POS_TOL) are not exceeded.
In the case of angular, non-tangential block transitions, the rounding behavior is the same as with G642 (see
"Rounding in compliance with defined tolerances (G642/G643) [Page 163]").
Activation/Deactivation
Continuous-path mode with rounding of tangential block transitions can be activated in any NC part program
block by the modal command G645.
Selecting the exact stop which works on a block-by-block basis enables rounding to be interrupted (G9).
Continuous-path mode with rounding of tangential block transitions (G645) can be deactivated by selecting:
• Modal exact stop (G60)
• Continuous-path mode G64, G641, G642, G644 or G645
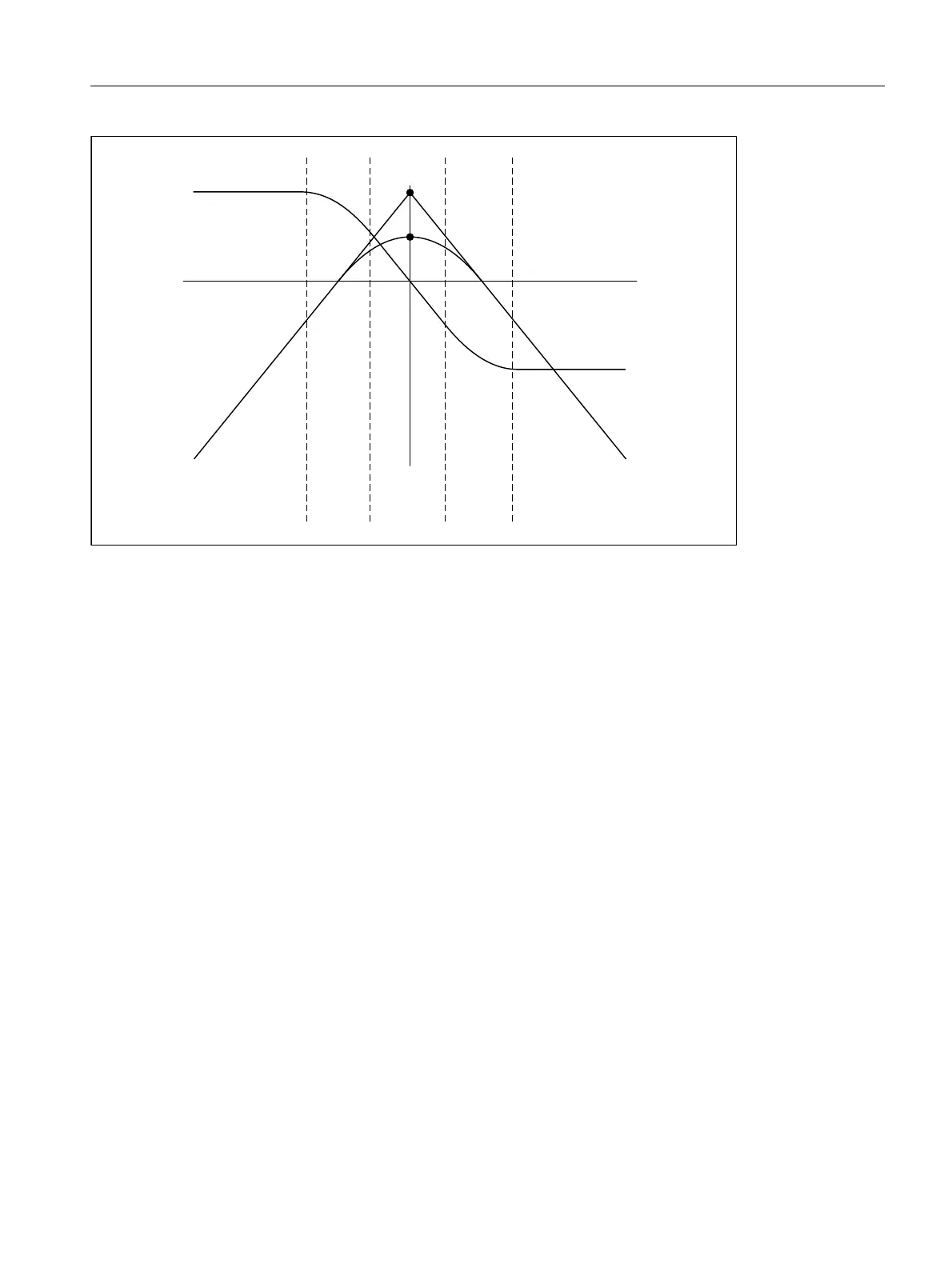
9HORFLW\
7LPH
3RVLWLRQ
VWSKDVH QGSKDVH UGSKDVH

 Loading...
Loading...














