S1: Spindles
16.4 Configurable gear adaptation
Basic Functions
1304 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
16.4.4 Parameter set selection during gear step change
Servo parameter sets
The servo parameter sets 1 to 6 adapt the position controller to the changed properties of the machine during a
gear change of the spindle.
Parameter set selection during gear stage change
The gear stage parameter set (interpolation parameters) and, depending on the setting in the following machine
data, the servo parameter set are also modified during gear stage change.
MD35590 $MA_PARAMSET_CHANGE_ENABLE (parameter set change possible)
Spindle mode
MD35590 $MA_PARAMSET_CHANGE_ENABLE = 0 or 1
The parameter set is selected according to the gear stage + 1.
The active gear stage is located in:
DB31, ... DBX16.0-16.2 (actual gear stage A to C)
The active parameter set is output in:
DB31, ... DBX69.0-69.2 (controller parameter set A to C)
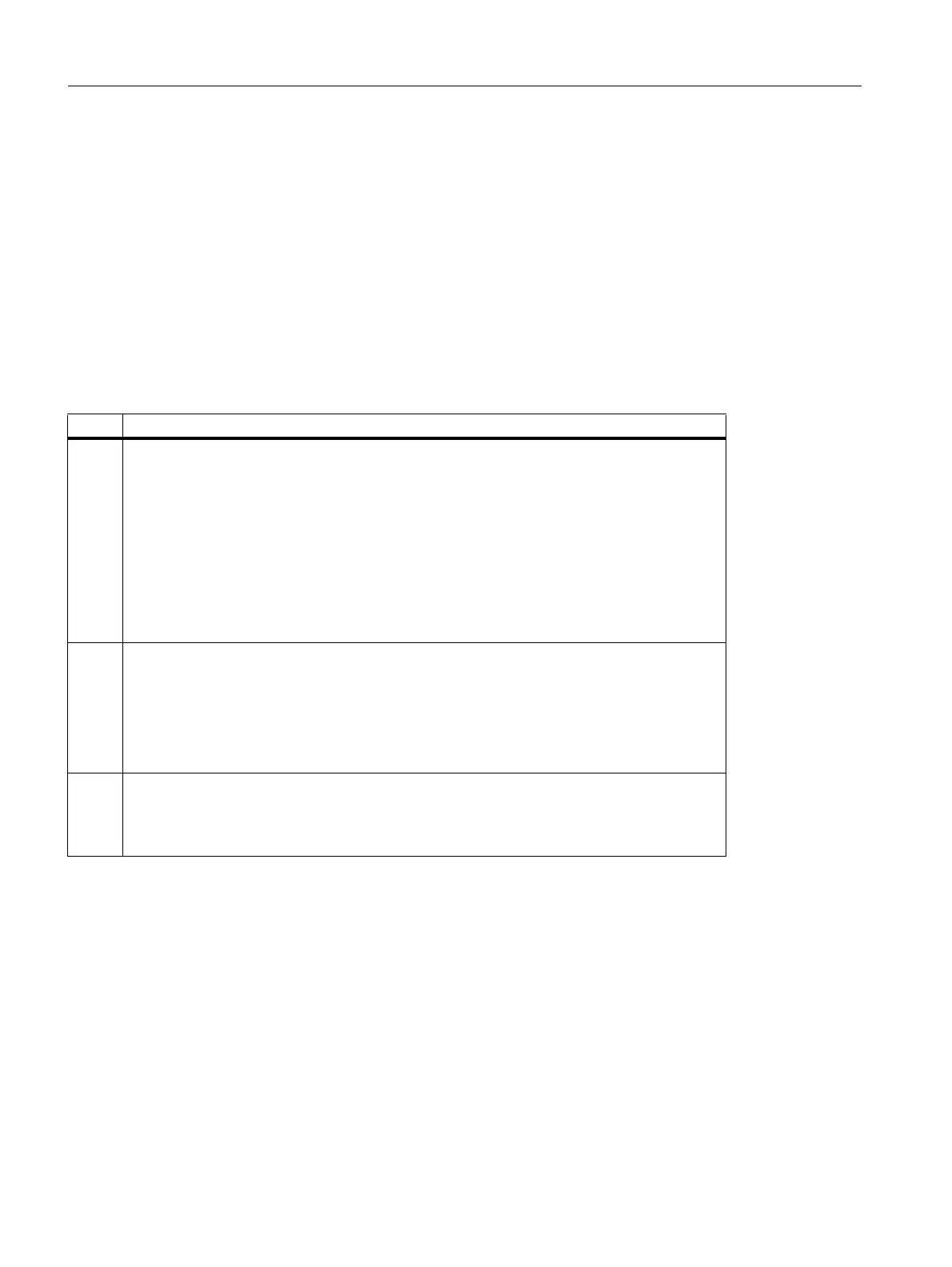
One set of parameters, with the following assignment, is provided by the NC for each of the 5 gear stages:
Value Meaning
0 In-system parameter set selection
The parameter sets of the servo are assigned permanently.
The following applies:
• For axes and spindles in the axis mode, the first parameter set is active in principle.
Exception:
For G33, G34, G35, G331 and G332, for the axes involved, the parameter set with the
following number is activated:
Master spindle gear stage + 1 (corresponds to parameter set No. 2 ... 6)
• For spindles in the spindle mode, the parameter set is set matching the gear stage.
1 Besides the in-system parameter set selection, there is also the option of an "external"
parameter set selection.
• by the PLC (DB31, ... DBX 9.0 - 9.2)
• via programming of SCPARA in the part program or in synchronized actions
However, the in-system parameter set selection has priority.
Note: Value 1 is relevant only to axes.
2 The servo parameter set is specified exclusively by the PLC (DB31, ... DBX 9.0 - 9.2) or
through the programming of SCPARA in the part program or in synchronized actions (for axes
and spindles).
The 1st parameter set is selected after POWER ON.

 Loading...
Loading...














