H2: Auxiliary function outputs to PLC
8.6 Priorities of the output behavior for which parameters have been assigned
Basic Functions
430 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
8.6 Priorities of the output behavior for which parameters have been
assigned
The following priorities must be observed for the following areas in connection with the parameterized output
behavior of an auxiliary function:
• Output duration (normal / quick acknowledgment)
• Output relative to motion (prior to / during / after the motion)
As a general rule, the parameterized output behavior with lower priority becomes active if no output behavior with
higher priority has been parameterized.
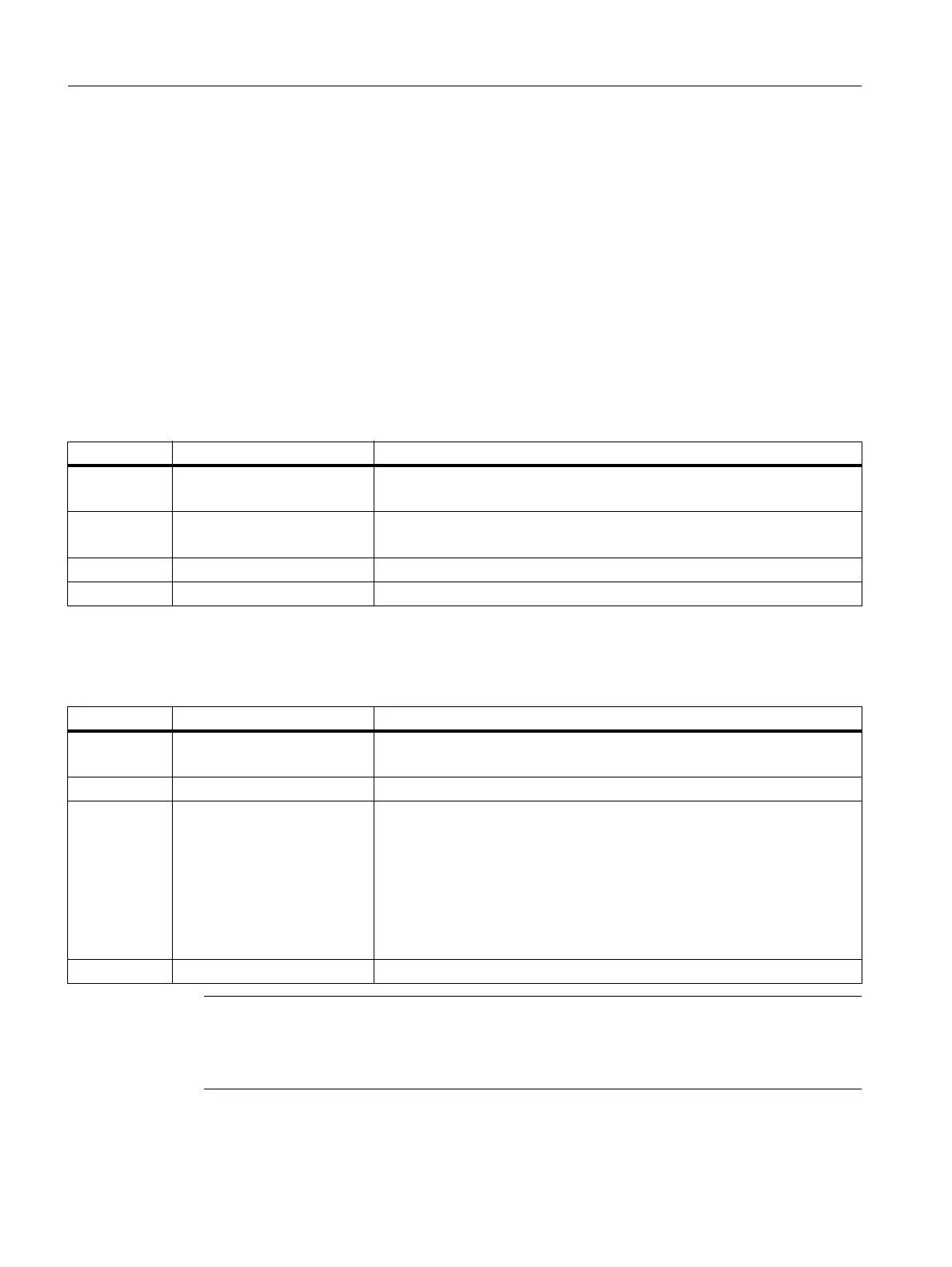
Output duration
The following priorities apply to the output duration:
Output relative to motion
The following rules apply to output relative to motion:
Priority Output behavior Defined via:
Highest auxiliary function-specific Part program instruction: QU(…)
(see "Programmable output duration [Page 433]")
↓ Auxiliary function-specific MD22035 $MC_AUXFU_ASSIGN_SYNC[<n>]
MD22080 $MC_AUXFU_PREDEF_SYNC[<n>]
↓ Group-specific MD11110 $MC_AUXFU_GROUP_SPEC[<n>]
Lowest Not defined Default output behavior: Output duration one OB1 cycle
Priority Output behavior Defined via:
Highest Auxiliary function-specific MD22035 $MC_AUXFU_ASSIGN_SYNC[<n>]
MD22080 $MC_AUXFU_PREDEF_SYNC[<n>]
↓ Group-specific MD11110 $MC_AUXFU_GROUP_SPEC[<n>]
↓ Type-specific MD22200 $MC_AUXFU_M_SYNC_TYPE
MD22210 $MC_AUXFU_S_SYNC_TYPE
MD22220 $MC_AUXFU_T_SYNC_TYPE
MD22230 $MC_AUXFU_H_SYNC_TYPE
MD22240 $MC_AUXFU_F_SYNC_TYPE
MD22250 $MC_AUXFU_D_SYNC_TYPE
MD22252 $MC_AUXFU_DL_SYNC_TYPE
Lowest Not defined Default output behavior: Output at block end
Note
Parts program blocks without path motion
In a part program block without a path motion (even those with positioning axes and
spindles), the auxiliary functions are all output immediately in a block.

 Loading...
Loading...














