G2: Velocities, setpoint / actual value systems, closed-loop control
7.2 Velocities, traversing ranges, accuracies
Basic Functions
336 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
Example of rounding:
Computational resolution: 1000 increments/mm
Programmed path: 97.3786 mm
Effective value = 97.379 mm
Example of programming in the
1
/
10
μm range:
All the linear axes of a machine are to be programmed and traversed within the range of values 0.1 to 1000 μm.
⇒ In order to position accurately to 0.1 μm, the computational resolution must be set to ≥ 10
4
incr./mm.
⇒ MD10200 $MN_INT_INCR_PER_MM = 10000 [incr./mm]:
⇒ Example of related parts program:
7.2.6 Scaling of physical quantities of machine and setting data
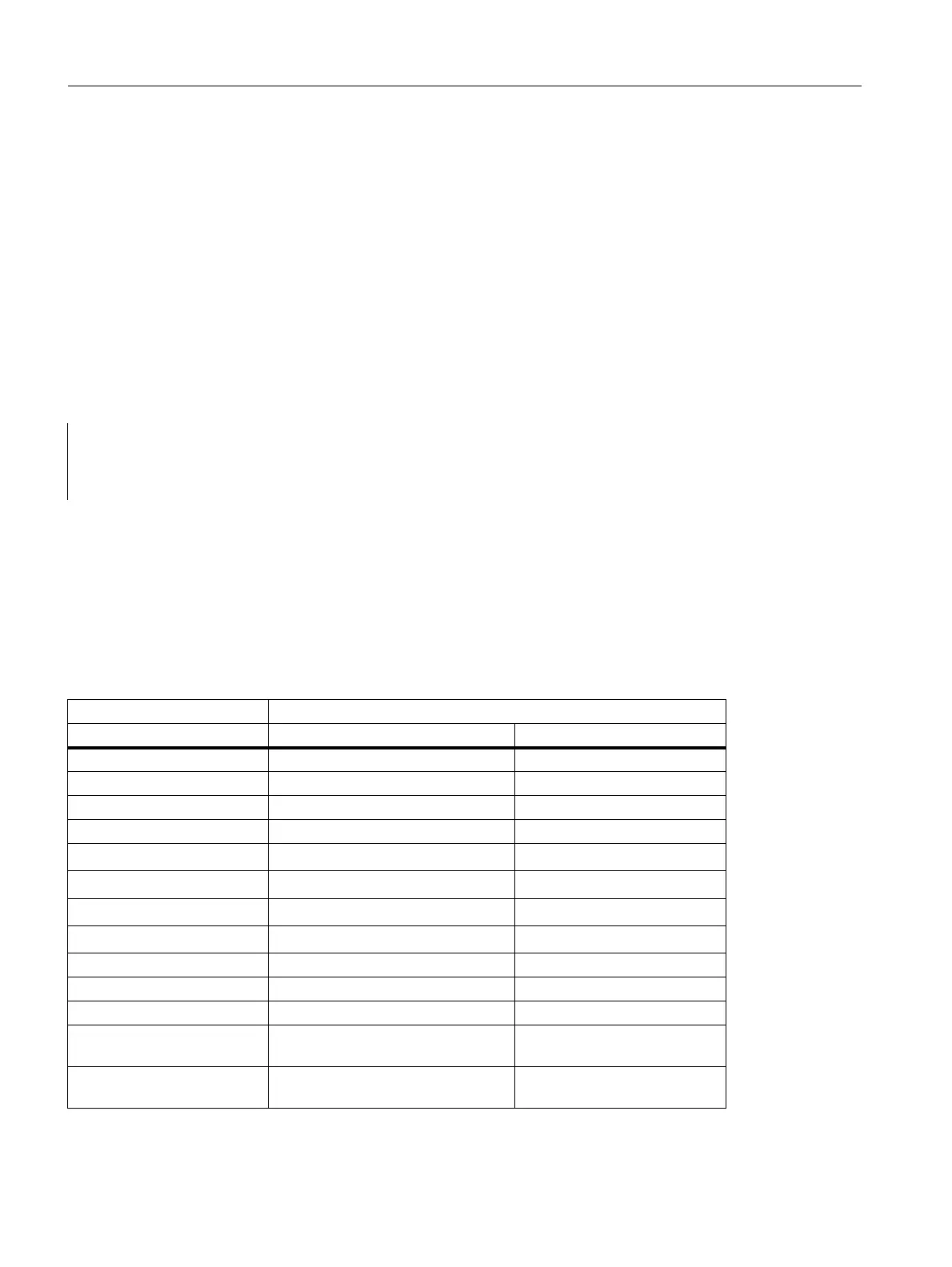
Input/output units
Machine and setting data that possess a physical quantity are interpreted in the input/output units below
depending on whether the metric or inch system is selected:
N20 G0 X 1.0000 Y 1.0000 ; Traverse axes to position
X=1.0000 mm, Y=1.0000 mm
N25 G0 X 5.0002 Y 2.0003 ; Traverse axes to position
X=5.0002 mm, Y=2.0003 mm
Physical quantity: Input/output units for standard basic system:
Metric Inch
Linear position 1 mm 1 inch
Angular position 1 degree 1 degree
Linear velocity 1 mm/min 1 inch/min
Angular velocity 1 rpm 1 rpm
Linear acceleration
1 m/s
2
1 inch/s
2
Angular acceleration
1 rev./
s2
1 rev./s
2
Linear jerk
1 m/s
3
1 inch/s
3
Angular jerk
1 rev./s
3
1 rev./s
3
Time 1 s 1 s
Position controller servo gain 1/s 1/s
Rev. feedrate 1 mm/rev inch/rev
Compensation value linear
position
1 mm 1 inch
Compensation value angular
position
1 degree 1 degree

 Loading...
Loading...














