P4: PLC for SINUMERIK 828D
14.6 Function interface
Basic Functions
1190 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
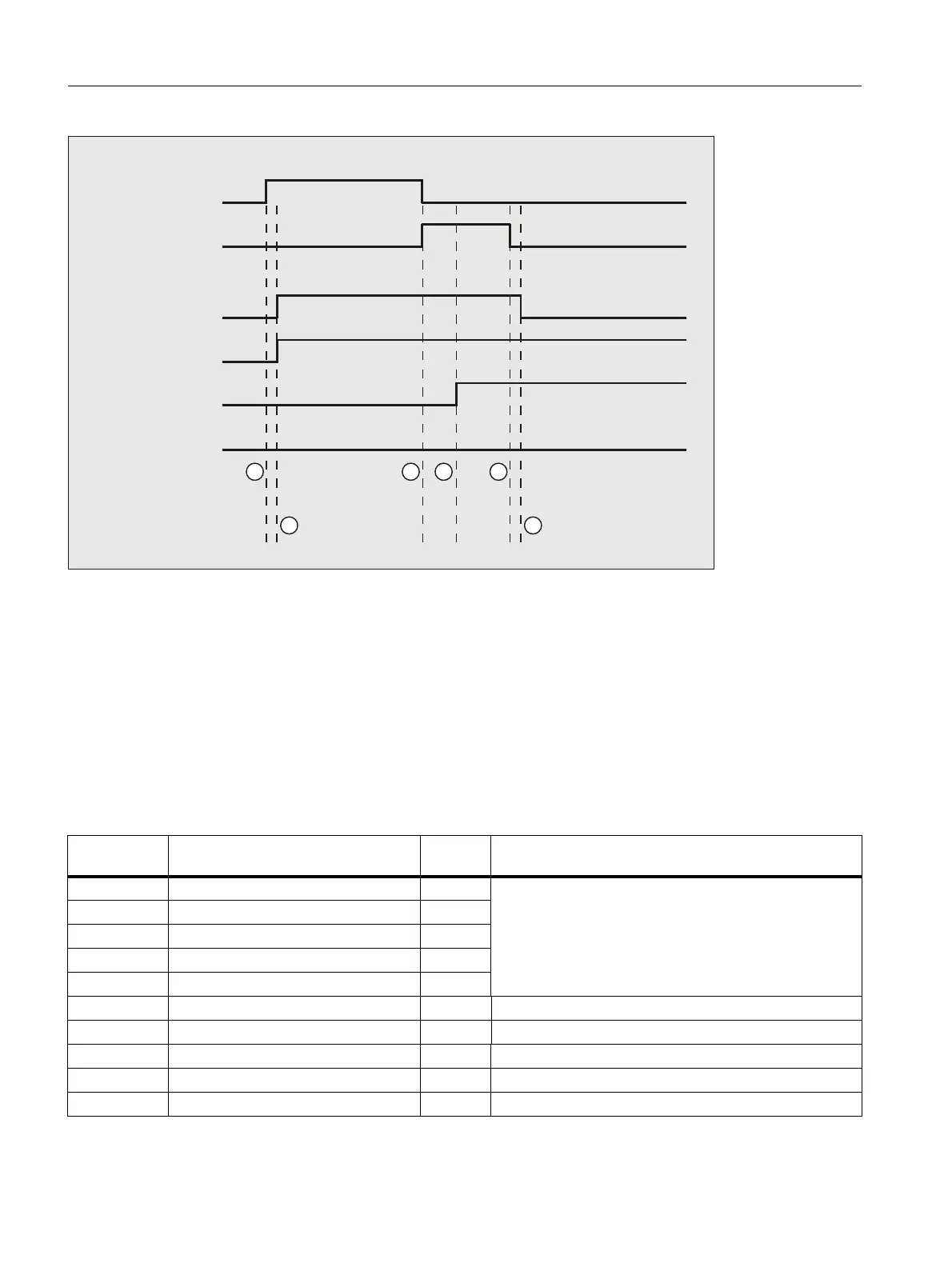
14.6.4.12 Rotate spindle with constant cutting rate [m/min]
① Function activated by user with a positive edge of
Start
.
② Signals
Positioning axis active
and
Position reached
are signaled back,
Position reached
is in
this case irrelevant.
③ The user stops spindle rotation by resetting
Start
and setting
Stop
.
④ The spindle stops and the
Spindle stationary
signal is set.
⑤ The user then resets
Stop
.
⑥ Reset of
Stop
causes
Positioning axis active
to be reset.
DB380x PLC → NCK control signals
Valid
values
Remark
DBX3002.0 Incremental 0
Direction of rotation as for M4
:
1: Direction of rotation specified by M4
0: Direction of rotation specified by M3
DBX3002.1 Shortest distance 0
DBX3002.5 Direction of rotation as for M4 0|1
DBX3003.0 Absolute, negative direction 0
DBX3003.1 Absolute, positive direction 0
DBD3002.2 Traversing dimension inch 0 Traversing dimension, metric
DBD3002.6 Const. Cutting rate 1 Constant cutting rate ON
DBD3008 Feedrate velocity REAL Spindle speed
DBD3000.5 Start spindle rotation 0|1
DBX3001.5 Stop spindle rotation 0|1
6SLQGOHVWDWLRQDU\
6WRS
6WDUW
(UURU
3RVLWLRQUHDFKHG
3RVLWLRQLQJD[HVDFWLYH
WR3/&D[LV
IURP3/&D[LV

 Loading...
Loading...














