R1: Reference point approach
15.5 Referencing with incremental measurement systems
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
1209
MD34020 $MA_REFP_VELO_SEARCH_CAM (Reference point approach velocity)
The PLC user program communicates to the NC that the reference cam has been reached via the following
interface signal:
DB31, ... DBX12.7 (reference point approach deceleration)
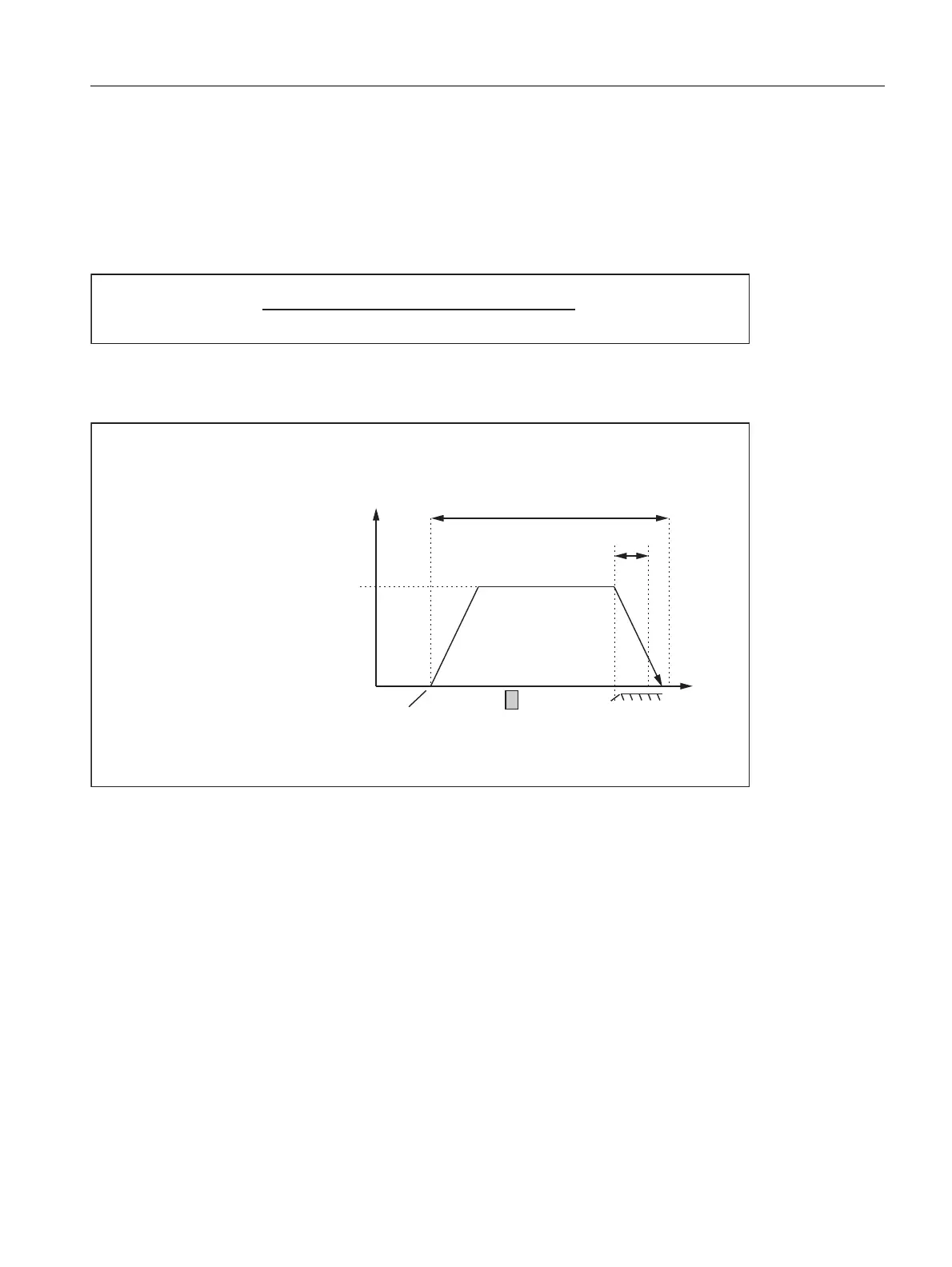
As a result the NC decelerates to zero speed. The following distance s
min
is still minimally back tracked:
This minimum distance is required to ensure that the machine axis exits the reference cam in Phase 2 at the
parameterized reference point creep velocity.
Phase 1 is now complete. Reference point approach is continued with Phase 2.
Figure 15-4 Minimum distance for deceleration
Case 2: The machine axis is positioned on the reference cam
The machine axis remains at its starting position.
Phase 1 is now complete. Reference point approach is continued with Phase 2.
Case 3: The machine axis has no reference cam
Machine axes without reference point cams remain at their starting position.
These include, for example:
• Machine axes that only have one zero mark along their entire traversing range
• Rotary axes that only have one zero mark per revolution
Zero must be entered in the following machine data for machine axes without a reference point cam:
MD34000 $MA_REFP_CAM_IS_ACTIVE (Axis with reference cam) = 0
Phase 1 is now complete. Reference point approach is continued with Phase 2.
60,1
0'0$B5()3B9(/2B6($5&+B0$5.(5
0'0$B0$;B$;B$&&(/
5HIHUHQFHSRLQWDSSURDFKYHORFLW\
6WDUWLQJSRVLWLRQ
RID[LV
0LQLPXPGLVWDQFH
5HIHUHQFHSRLQWFDP
9HORFLW\
0D[LPXPGLVWDQFHWRUHIHUHQFHFDP
=HURPDUN
'LVWDQFH
0'0$B5()3B0$;B&$0B',67
0'0$B5()3B9(/2B6($5&+B&$0

 Loading...
Loading...














