S1: Spindles
16.2 Operating modes
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
1279
Use of resolution changes
When using resolution changes in (analog) drive actuators, the following NC program steps are required:
1. Changeover to axis mode
2. Switch back to spindle mode
Change to spindle mode
The interpolation parameter (set 1 ... 5) is selected according to the currently valid gear step.
The feedforward control function is always activated, except for tapping with compensating chuck.
Machine data:
MD32620 $MA_FFW_MODE (feedforward control type)
must always be not equal to 0.
Feedforward control should always be operated with the value 100% to avoid alarms being output during
positioning.
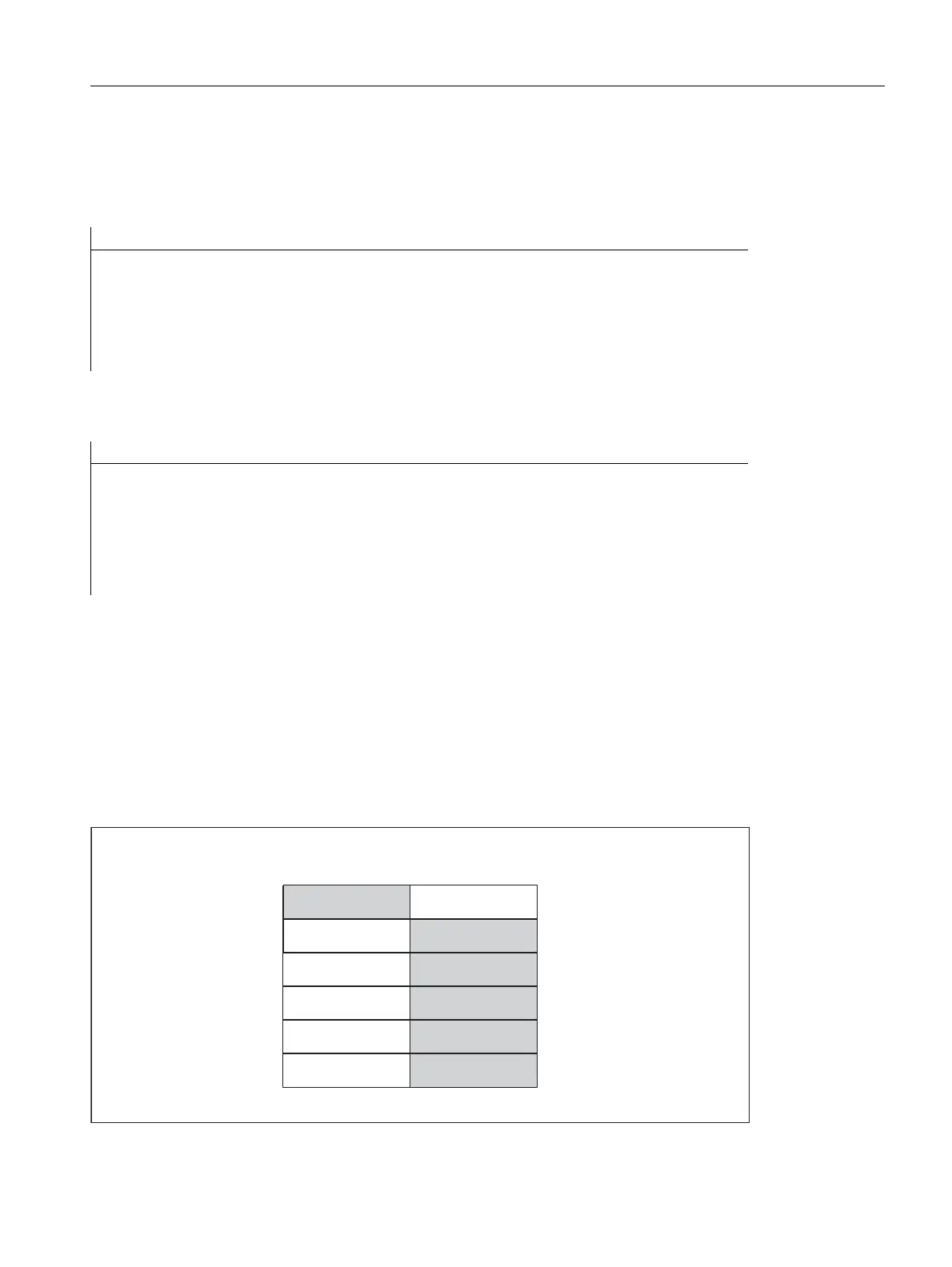
Figure 16-3 Validity of parameter sets for axis and spindle modes
Programming Comment
SPOS=...
M5 ; Controller enable off (by PLC)
→ is output on PLC
M70 ; Switch actuator (by PLC on account of M70)
Controller enable on (by PLC)
C=... ; NC traverses with axis parameter set
Programming Comment
C=...
M71 ; → Output to PLC
Closed-loop controller enable off (by PLC)
Switch actuator (by PLC)
Switched to spindle parameter set (1-5) internally in
the NC, controller enable on (by PLC)
M3/4/5 or SPOS=... ; NC traverses with spindle parameter set
$[LVPRGH 6SLQGOHPRGH
'HSHQGLQJRQJHDUVWHS
3DUDPHWHUVHW
9DOLG
9DOLG
9DOLG
9DOLG
9DOLG
9DOLG

 Loading...
Loading...














