W1: Tool offset
18.5 Tool radius compensation 2D (TRC)
Basic Functions
1462 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
Explanation:
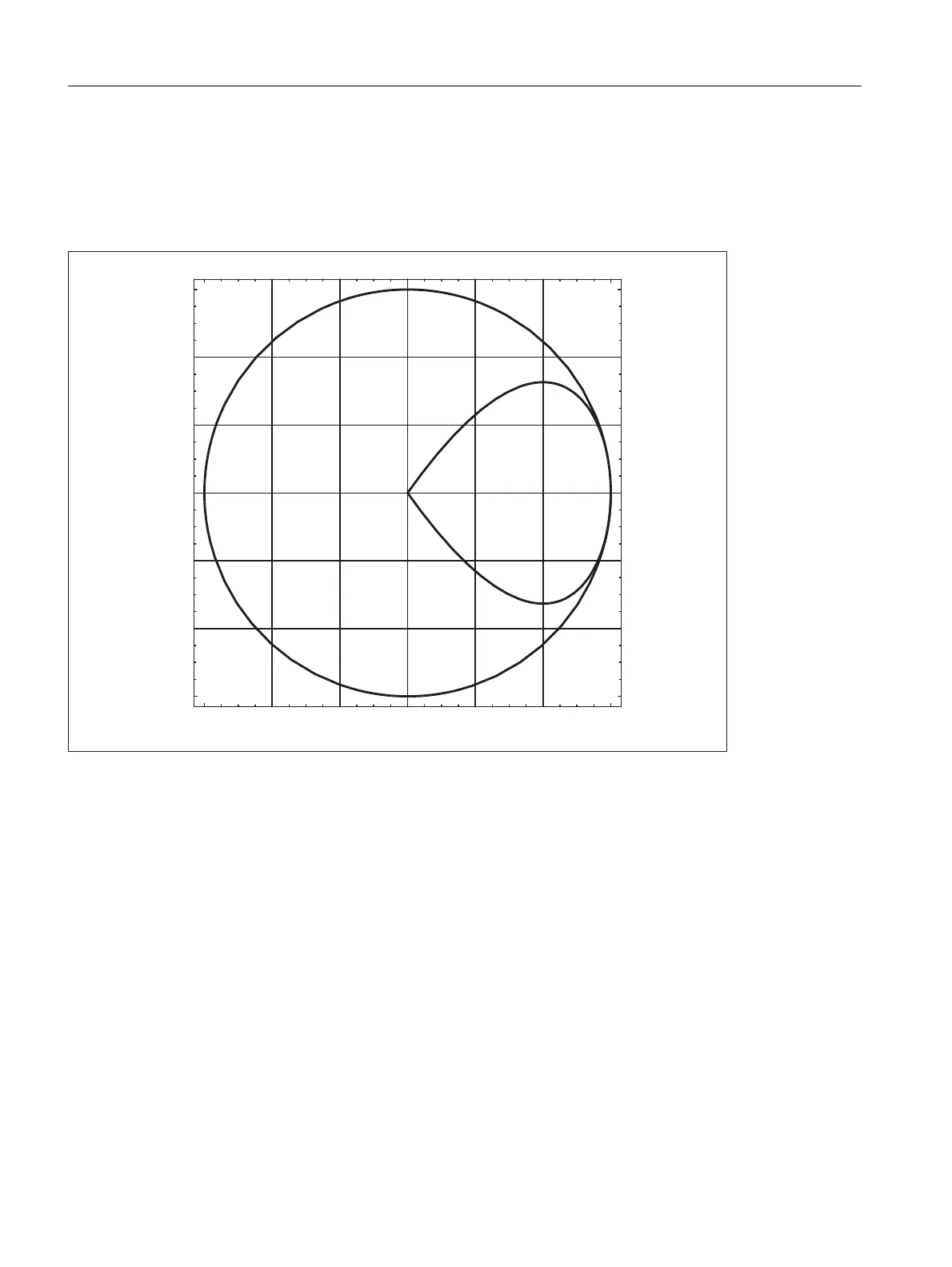
In this example, a full circle with a radius of 70 mm is machined in the X/Y plane. Since the tool has a radius of 10
mm, the resulting tool center point path describes a circle with a radius of 60 mm. The start/end points are at X0
Y0 Z60, with the result that a movement takes place in the Z direction at the same time as the approach/
retraction movement in the compensation plane.
Figure 18-13 Approach and retraction with constant curvature during inside machining of a full circle: Projection in the X-Y
plane.
1
1
1

 Loading...
Loading...














