W1: Tool offset
18.5 Tool radius compensation 2D (TRC)
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
1467
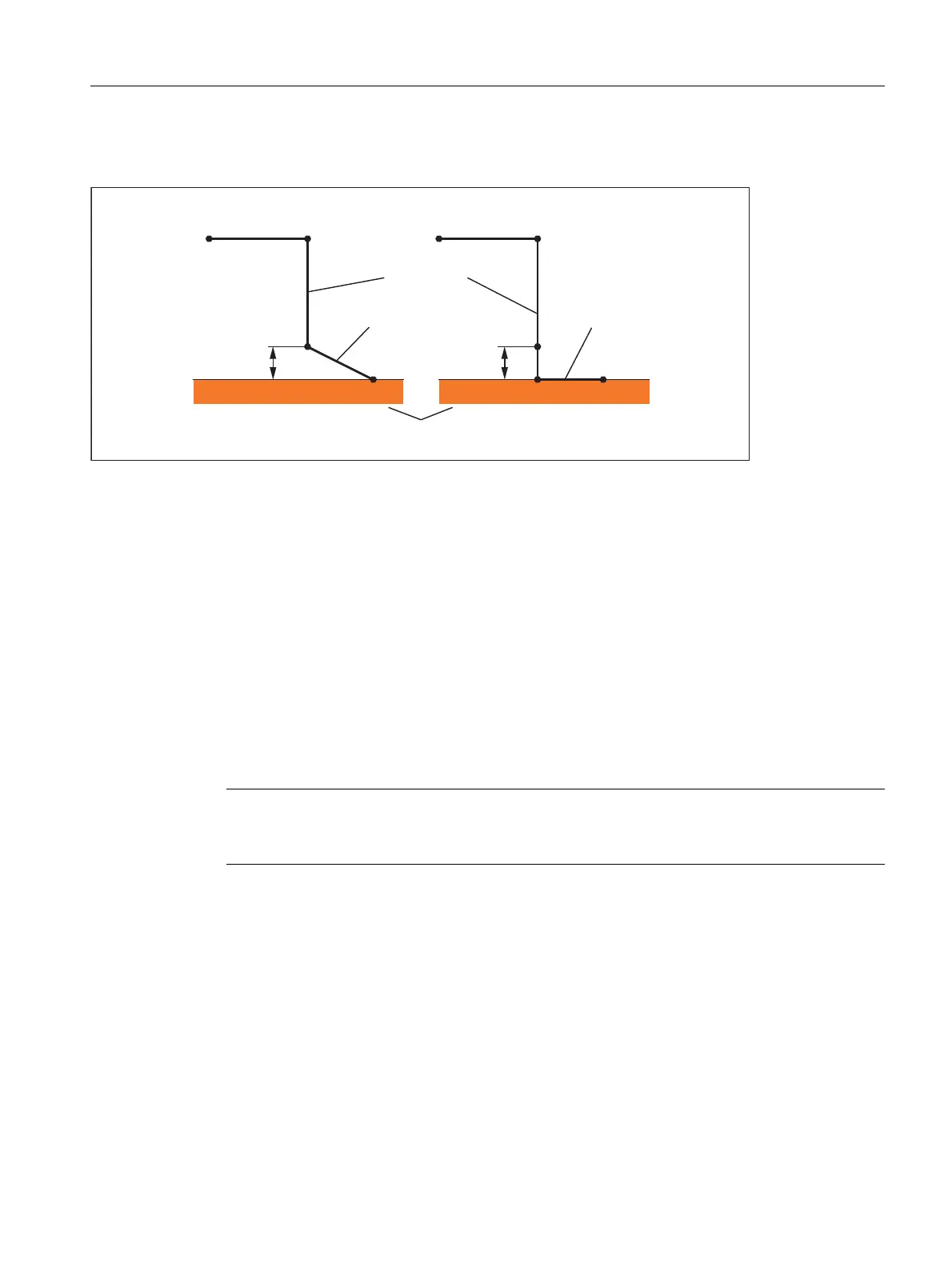
Modal G code (G340, G341), which defines the subdivision of the movement into individual blocks
from the start point to the end point
Figure 18-17 Sequence of the approach movement depending on G340/G341
DISR
DISRSpecifies the length of a straight approach line or the radius of an approach arc.
Retraction/approach with straight lines
On approach/retraction along a straight line, DISR specifies the distance from the cutter edge to the start point of
the contour, i.e., the length of the straight line with active TRC is calculated as the total of the tool radius and the
programmed value of DISR.
An alarm is displayed:
•If DISR is negative and the amount is greater than the tool radius (the length of the resulting approach line is
less than or equal to zero).
G340: The approach characteristic from P
0
to P
4
is shown in the figure.
If G247 or G347 is active (quadrant or semicircle) and start point P
3
is outside the
machining plane defined by the end point P
4
, a helix is inserted instead of a circle.
Point P
2
is not defined or coincides with P
3
.
The circle plane or the helix axis is determined by the plane, which is active in the
SAR block (G17 - G19), i.e., the projection of the start tangent is used by the
following block, instead of the tangent itself, to define the circle.
The movement from point P
0
to point P
3
takes place along two straight lines at the
velocity valid before the SAR block.
G341: The approach characteristic from P
0
to P
4
is shown in the figure.
P
3
and P
4
are located within the machining plane, with the result that a circle is
always inserted instead of a helix with G247 or G347.
Note
Active, rotating frames are included in all cases where the position of the active plane G17 -
G19 (circle plane, helix axis, infeed movements perpendicular to the active plane) is relevant.
6WUDLJKWOLQH
RUFLUFOH
,QIHHGPRYHPHQW
6WUDLJKWOLQH
FLUFOHRUKHOL[
0DFKLQLQJSODQH
*
*
3 33 3
',6&/ ',6&/
33 3
3 33

 Loading...
Loading...














