W1: Tool offset
18.5 Tool radius compensation 2D (TRC)
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
1471
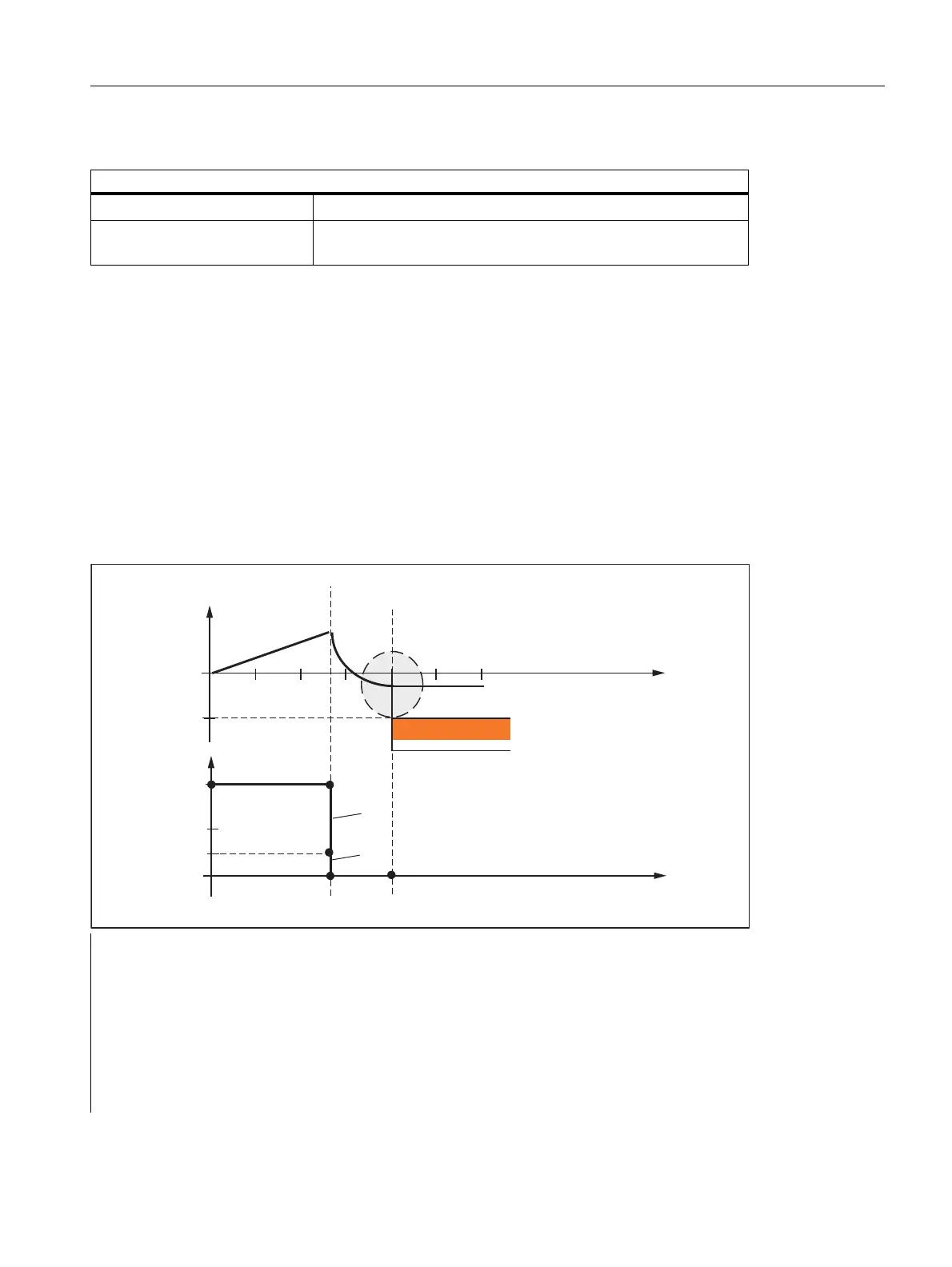
Programming the feedrate with FAD
If FAD is not programmed, this part of the contour is traversed at the velocity, which is active modally from the
preceding block, in the event that no F command defining the velocity is programmed in the SAR block.
Programmed response:
Example:
FAD programmed with ...
G340
Feedrate from P
2
or P
3
to P
4
.
G341
Feedrate of the infeed movement perpendicular to the machining
plane from P
2
to P
3
.
FAD=0 or negative → Alarm Output
FAD=...
→ Programmed value acts in accordance with the active G code
of group 15 (feed type; G93, G94, etc.)
FAD=PM(...)
→ Programmed value is interpreted as linear feed (like G94),
irrespective of the active G code of group 15
FAD=PR(...)
→ Programmed value is interpreted as revolutional feed (like
G95), irrespective of the active G code of group 15
$TC_DP1[1,1]=120 ;Milling tool T1/D1
$TC_DP6[1,1]=7 ;Tool with 7mm radius
N10 G90 G0 X0 Y0 Z20 D1 T1
N20 G41 G341 G247 DISCL=AC(5) DISR=13FAD 500 X40 Y-10 Z=0 F2000
N30 X50
N40 X60
...
3
))
)
*
;
;
3
3
33
*
=
<

 Loading...
Loading...














