W1: Tool offset
18.5 Tool radius compensation 2D (TRC)
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
1473
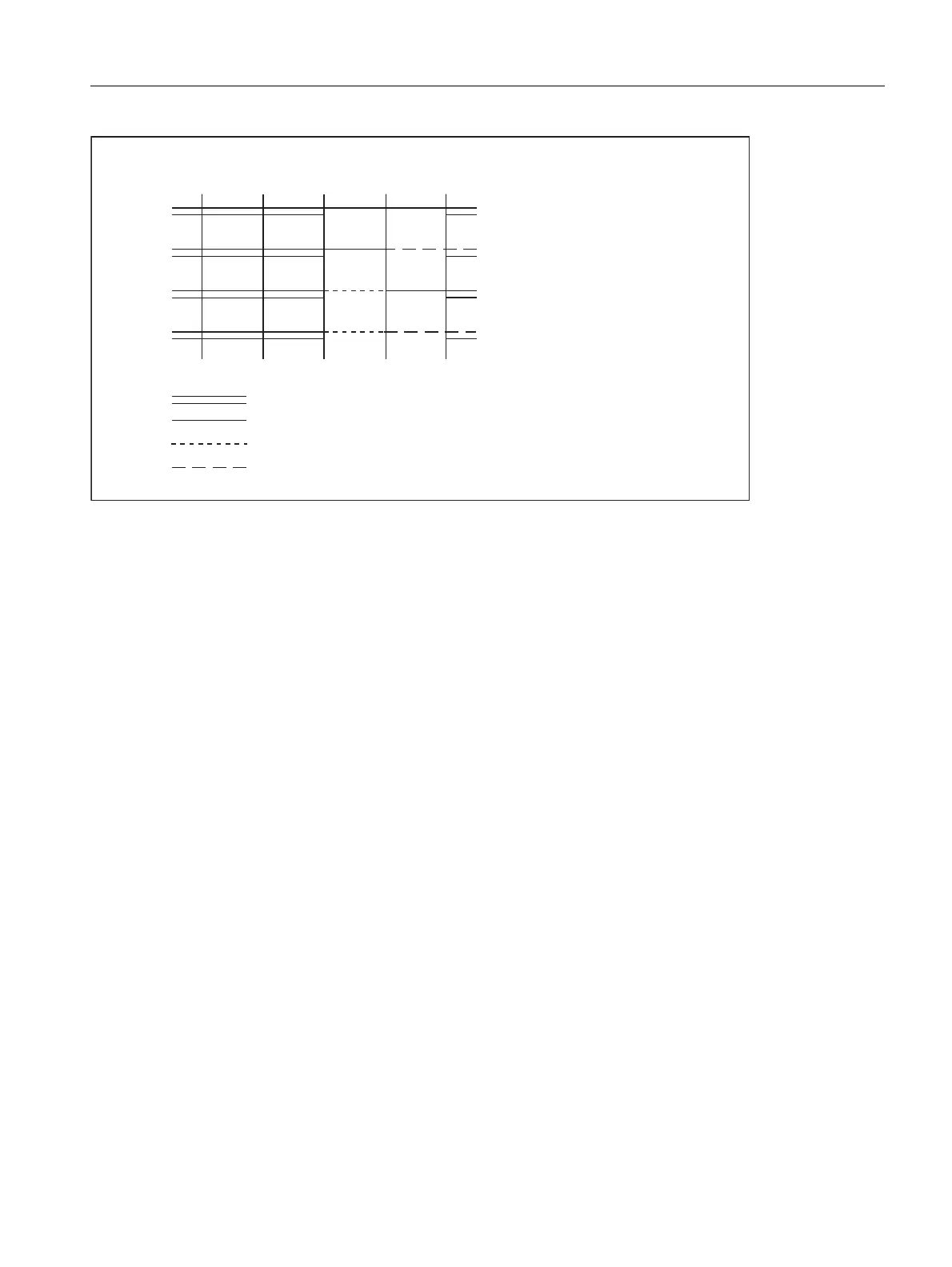
Figure 18-19 Velocities in the SAR subblocks on approach with G341
Velocities at retraction
During retraction, the rolls of the modally active feedrate from the previous block and the programmed feedrate
value in the SAR block are interchanged, i.e., the actual retraction contour (straight line, circle, helix) is traversed
with the old feedrate value and a new velocity programmed with the F word applies from point P
2
up to P
0
.
If even retraction is active and FAD is programmed, the path from P
3
to P
2
is traversed with FAD, otherwise it is
traversed with the old velocity. The last F command programmed in a preceding block always applies for the path
from P
4
to P
2
. G0 has no effect in these blocks.
Traversing from P
2
to P
0
takes place with the F command programmed in the SAR block or, if no F command is
programmed, with the modal F command from a preceding block. This applies on the condition that G0 is not
active.
If rapid traverse is to be used on retraction in the blocks from P
2
to P
0
, G0 must be activated before the SAR
block or in the SAR block itself. If an additional F command is programmed in the actual SAR blocks, it is then
ineffective. However, it remains modally active for following blocks.
1RYHORFLW\SURJUDPPHG
2QO\)SURJUDPPHG
2QO\)$'SURJUDPPHG
)DQG)$'SURJUDPPHG
9HORFLW\RISUHFHGLQJEORFNROG)FRPPDQG
,QIHHGYHORFLW\SURJUDPPHGZLWK)$'
1HZPRGDOYHORFLW\SURJUDPPHGZLWK)
5DSLGWUDYHUVHLI*LVDFWLYHRWKHUZLVHZLWKWKHROGRUQHZ)FRPPDQG
33 333

 Loading...
Loading...














