W1: Tool offset
18.6 Toolholder with orientation capability
Basic Functions
1514 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
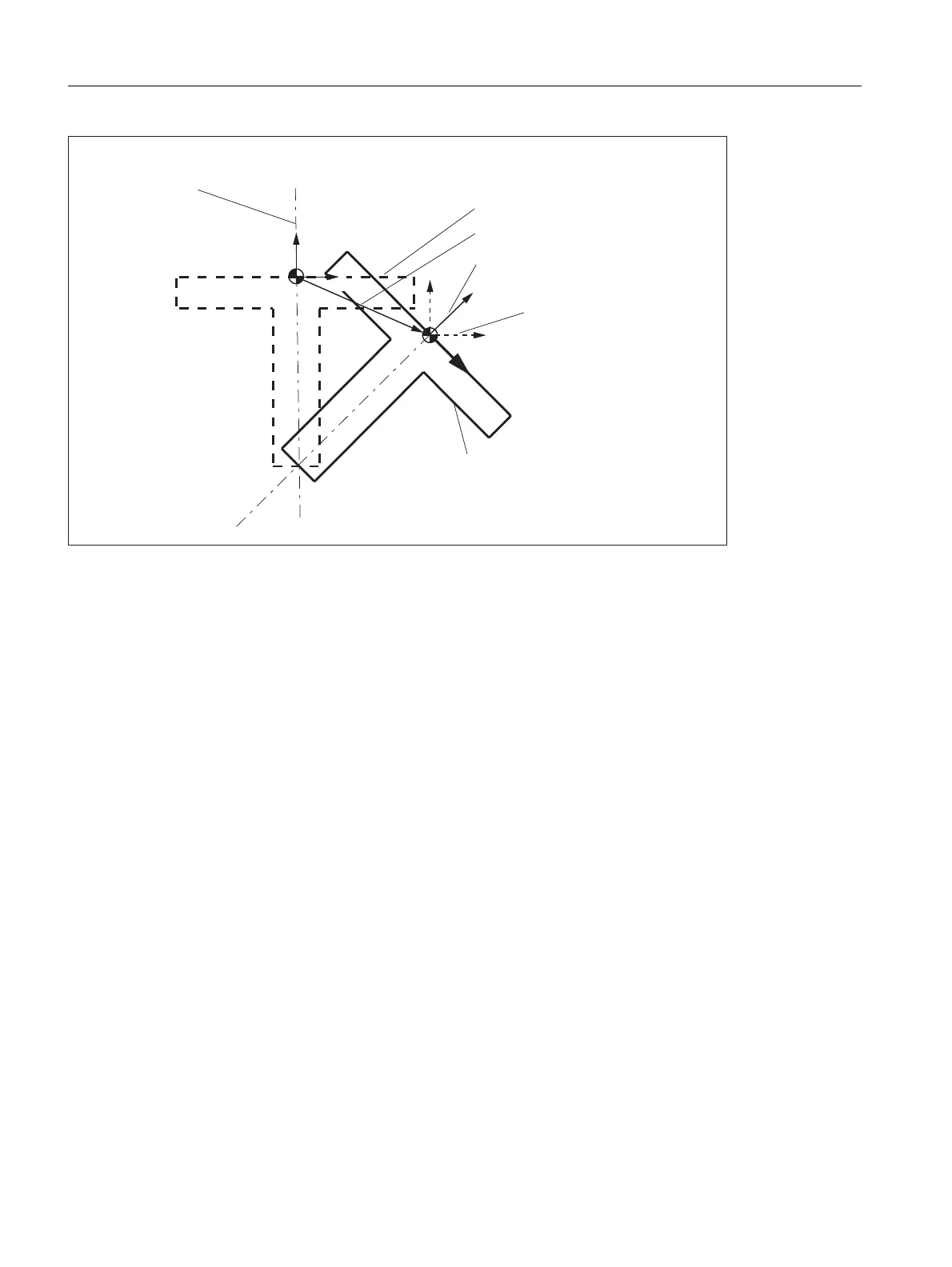
Figure 18-43 Zero offset on activation of a rotary table with TCARR
Example
On the machine in the figure, the rotary axis of the table is pointing in the positive Y direction. The table is rotated
by +45 degrees. PAROT defines a frame, which similarly describes a rotation of 45 degrees about the Y axis. The
coordinate system is not rotated relative to the actual environment (marked in the figure with "Position of the
coordinate system after TCARR"), but is rotated by -45 degrees relative to the defined coordinate system (position
after PAROT). If this coordinate system is defined with ROT Y-45, for example, and if the toolholder is then
selected with active TCOFR, an angle of +45 degrees will be determined for the rotary axis of the toolholder.
Rotary table
With rotary tables (kinematic types P and M), activation with TCARR similarly does not lead to an immediate
rotation of the coordinate system (see figure), i.e. even though the zero point of the coordinate system is offset
relative to the machine, while remaining fixed relative to the zero point of the workpiece, the orientation remains
unchanged in space.
Activation of kinematic types P and M
With kinematics of type P and M the selection of a toolholder activates an additive frame (table offset of the
toolholder with orientation capability), which takes into account the zero point offset as a result of the rotation of
the table.
The zero offset can be written to a dedicated system frame $P_PARTFR. For this, the bit 2 must be set in the
machine data:
MD28082 $MC_MM_SYSTEM_FRAME_MASK (System frames (SRAM))
The basic frame identified by following machine data is then no longer required for the zero offset:
2ULJLQDOSRVLWLRQRIWDEOH
3RVLWLRQRIWDEOHDIWHUURWDWLRQ
)UDPHRIIVHW
3RVLWLRQRIFRRUGLQDWHV\VWHP
DIWHU3$527
3RVLWLRQRIFRRUGLQDWHV\VWHP
DIWHU7&$55
2ULJLQDOSRVLWLRQRI
WKHFRRUGLQDWH
V\VWHP
=
;
=
;
=
;

 Loading...
Loading...














