Z1: NC/PLC interface signals
19.6 Mode group, channel, program operation, reset response (K1)
Basic Functions
1668 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
DB11
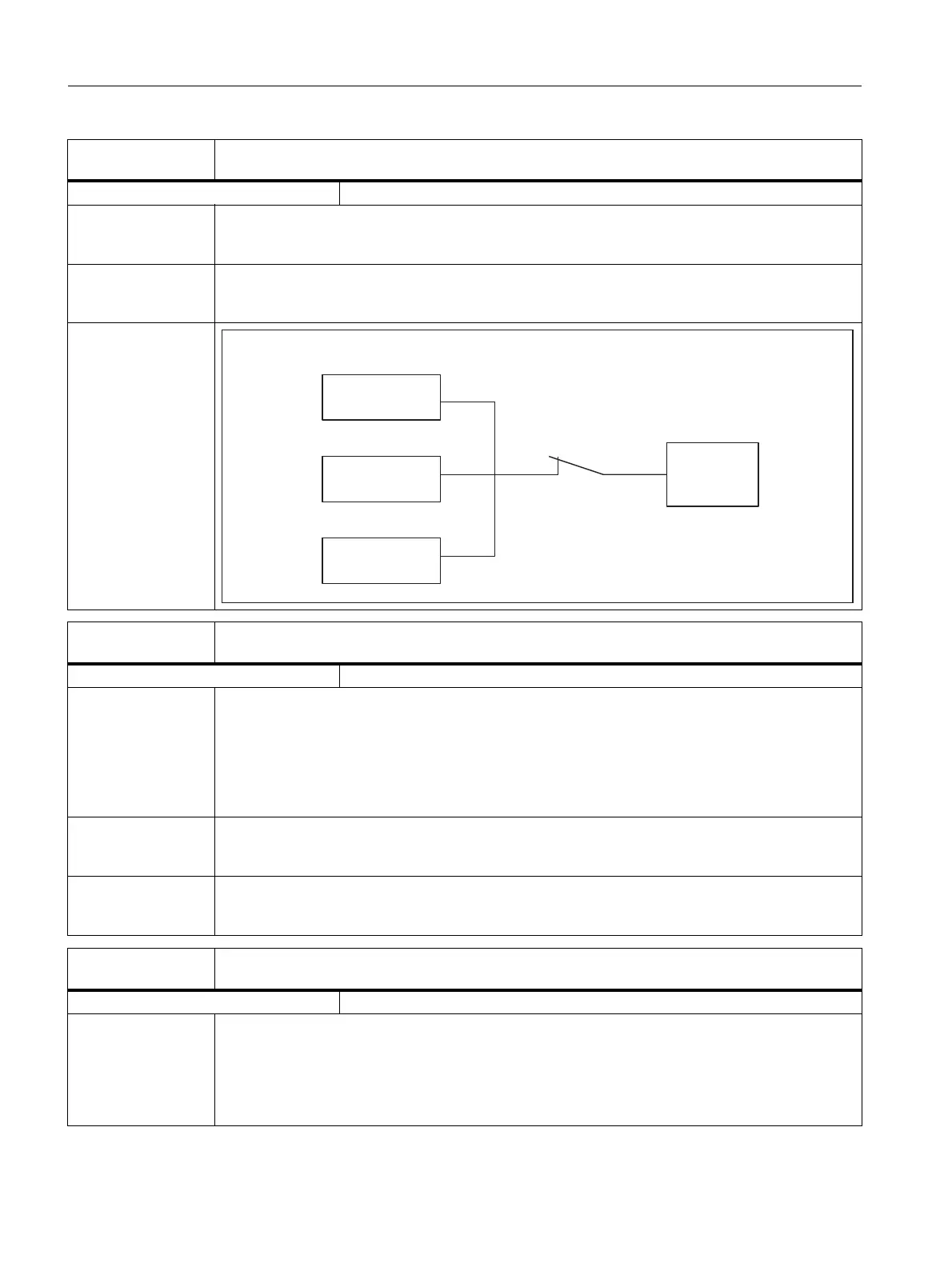
DBX0.4 Mode change disable
Edge evaluation: No Signal(s) updated: Cyclic
Signal state 1 or
edge change
0 → 1
The currently active mode (JOG, MDA or AUTOMATIC) of the mode group cannot be changed. The
machine functions that can be selected within a mode group can be changed.
Signal state 0 or
edge change
1 → 0
The mode of the mode group can be changed.
DB11
DBX0.5 Mode group stop
Edge evaluation: No Signal(s) updated: Cyclic
Signal state 1 or
edge change
0 → 1
An NC stop is activated for all the channels of the mode group. The channel status of all the active
channels changes to the channel status "interrupted". All of the channels in channel status "reset"
remain in the channel status "reset". Programs that are running at this point are immediately
interrupted (at the earliest possible point, even within a block) and the program status changes to
"stopped". All the moving axes of the mode group are decelerated according to their acceleration
characteristics without contour violation. The program can be restarted with NC start. None of the
spindles of that mode group are affected.
Signal state 0 or
edge change
1 → 0
Channel status and program execution are not influenced.
Special cases,
errors, ... ...
All the axes of a mode group that are not triggered by a program or a program block (e.g. axes
traverse because traverse keys are being pressed on the machine control panel) decelerate to rest
with mode group stop.
DB11
DBX0.6 Mode group stop axes plus spindles
Edge evaluation: No Signal(s) updated: Cyclic
Signal state 1 or
edge change
0 → 1
An NC stop is activated for all the channels of the mode group. The channel status of all of the active
channels changes to the channel status "interrupted". All of the channels in channel status "reset"
remain in the channel status "reset". Programs that are running at this point are immediately
interrupted (at the earliest possible point, even within a block) and the program status changes to
"stopped". All the moving axes and spindles of the mode group are decelerated according to their
acceleration characteristics without contour violation. The program can be restarted with NC start.
'%;
1&
0RGHVZLWFKRYHU
GLVDEOH
0RGHVHOHFWLRQ
$8720$7,&
PRGH
0'$RSHUDWLQJ
PRGH
-2*PRGH

 Loading...
Loading...














