B1: Continuouspath Mode, Exact Stop, LookAhead
3.9 Supplementary conditions
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
211
Example
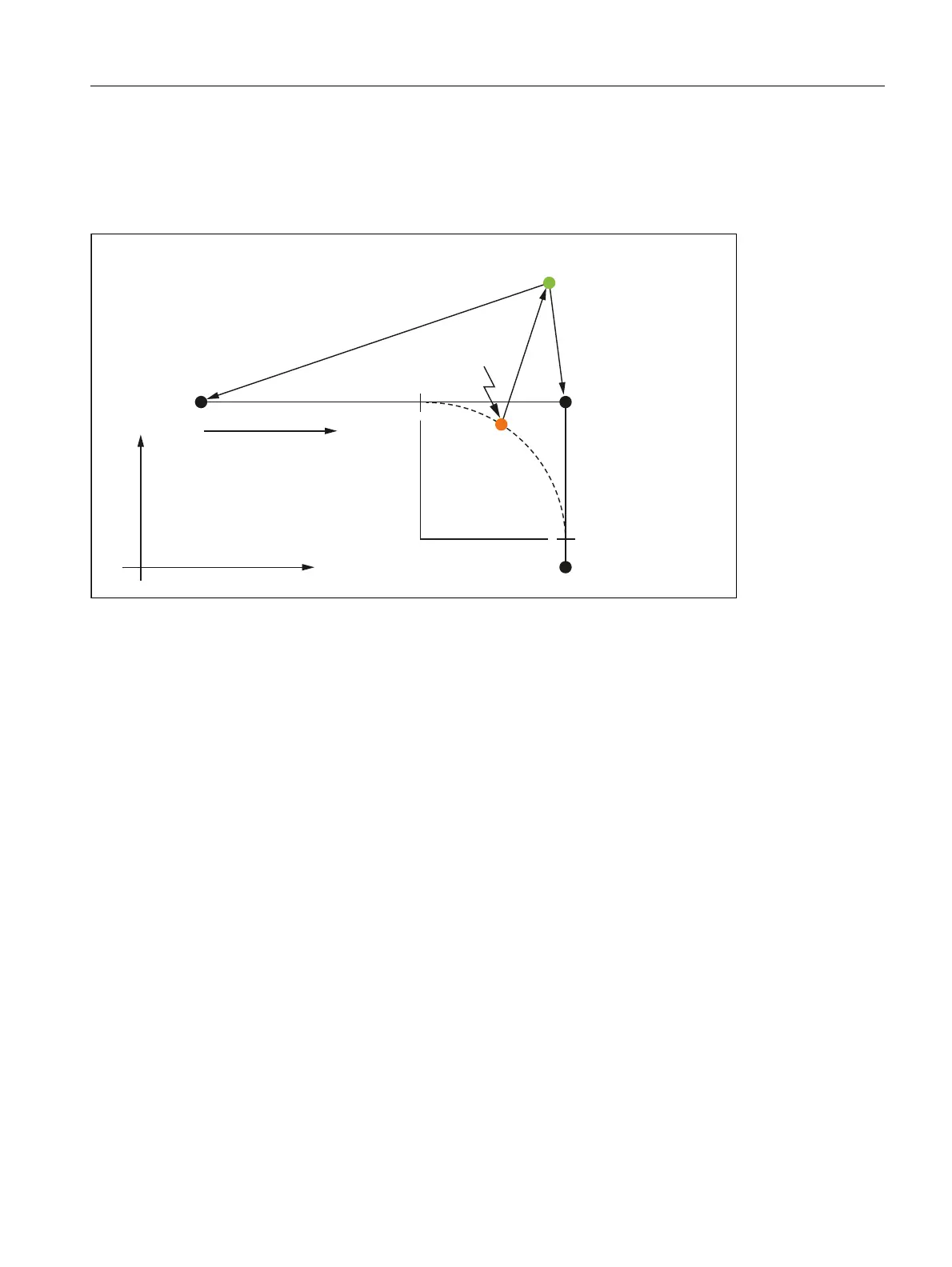
Two traversing blocks N10 and N20 with programmed rounding G641. In the rounding area, the traversing
motion is interrupted and the axes are subsequently traversed, e.g., manually to the REPOS starting point.
Repositioning on the contour takes place differently, depending on the active REPOS mode.
Figure 3-13 Example of rounding and repositioning
,QWHUUXSWLRQSRLQW
5(326PRGH50%
5(326PRGH
50,50(501
5(326VWDUWLQJSRLQW
%OHQGLQJDUHD
3URJUDPPHGWUDYHUVLQJ
GLUHFWLRQ
1
1
<
;

 Loading...
Loading...














