K1: Mode group, channel, program operation, reset response
9.7 Block search
Basic Functions
516 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
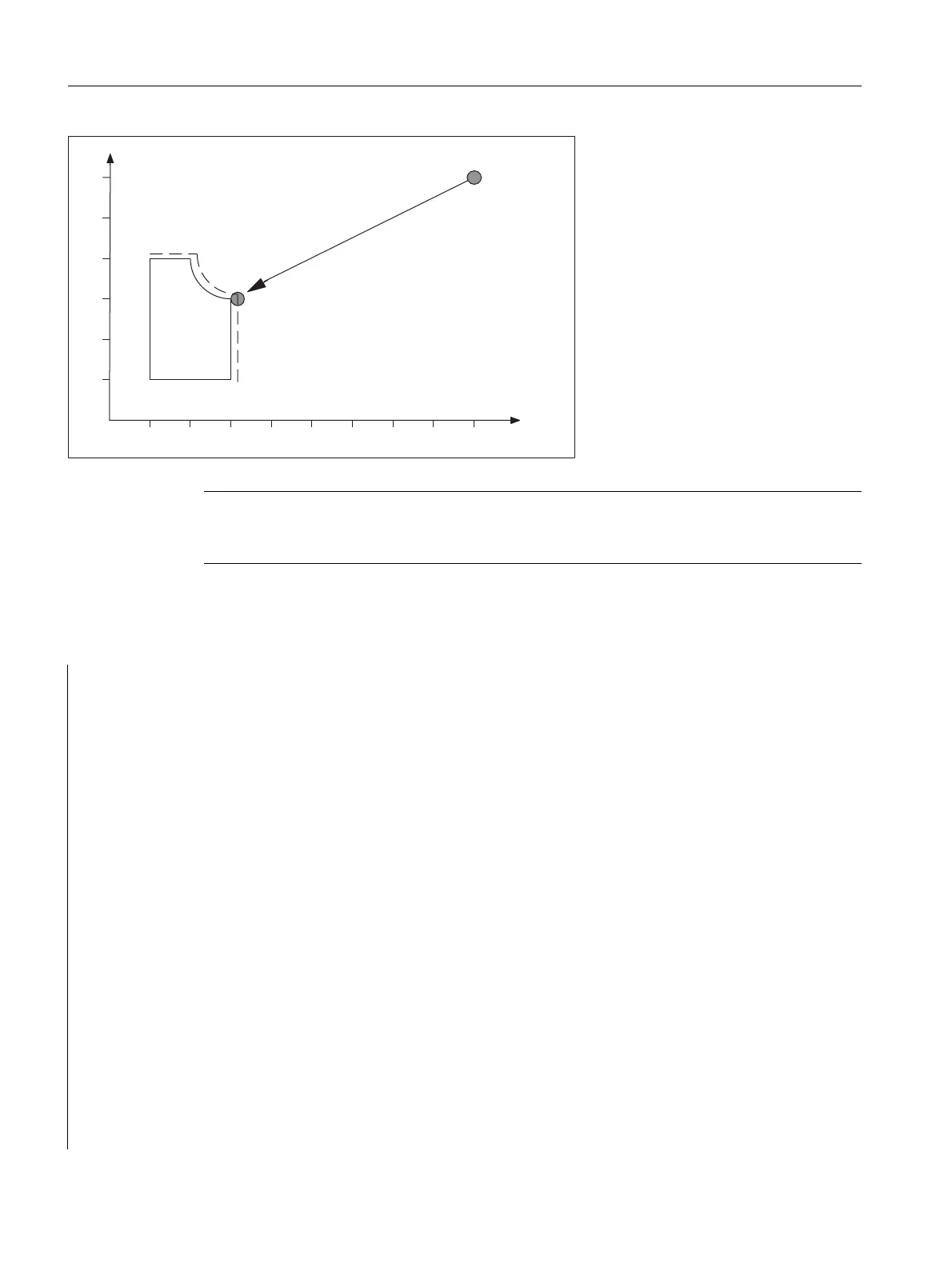
Figure 9-5 Approach movement for search to contour (target block N260)
Part programs for Type 4 and Type 2
PROC WORKPIECE_1
Note
"Search to block end point" with target block N260 would result in Alarm 14040 (circle end
point error).
;Main program
...
;Machine contour section 1 with "CUTTER_1"tool
...
N100 G0 G40 X200 Y200 ; Deselect radius compensation
N110 Z100 D0 ; Deselect length compensation
;End of contour section 1
;
;Machine contour section 2 with "CUTTER_2"tool
N200 T="CUTTER_2" ; Preselect tool
N210 WZW ; Call tool change routine
N220 G0 X170 Y30 Z10 S3000 M3 D1 ; Approach block for contour section 2
N230 Z-5 ; Infeed
N240 G1 G64 G42 F500 X150 Y50 ; Start point of contour
N250 Y150
N260 G2 J50 X100 Y200
N270 G1 X50
N280 Y50
N290 X150
N300 G0 G40 G60 X170 Y30 ; Deselect radius compensation
Y
X
100
200
0
300
100 200 300 400
Approach point
Tool
change point
(450,300)
Approach movement
N260

 Loading...
Loading...














