A2: Various NC/PLC interface signals and functions
1.3 Functions
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
57
References:
/PG/Programming Manual Fundamentals
In addition to the programmed parameters, machine data are relevant in two instances of involute interpolation;
these data may need to be set by the machine manufacturer/end user.
Accuracy
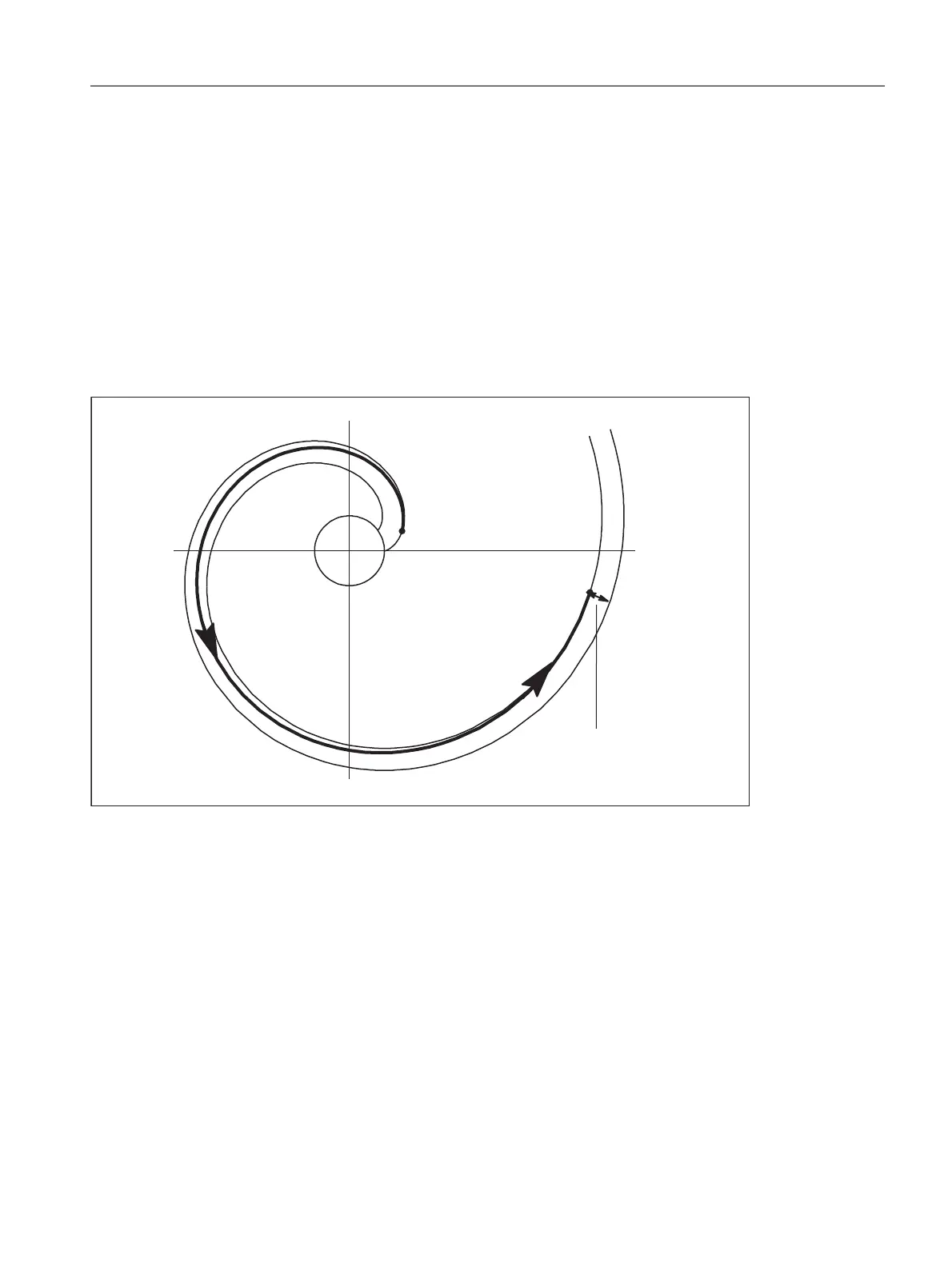
If the programmed end point does not lie exactly on the involute defined by the starting point, interpolation takes
place between the two involutes defined by the starting and end points (see illustration below).
The maximum deviation of the end point is determined by the machine data:
MD21015 $MC_INVOLUTE_RADIUS_DELTA(end point monitoring for involute)
Figure 1-7 MD21015 specifies the max. permissible deviation
6WDUWSRLQW
(QGSRLQW
0D[GHYLDWLRQ
%DVHFLUFOH
5

 Loading...
Loading...














