K1: Mode group, channel, program operation, reset response
9.15 Replacing functions by subprograms
Basic Functions
644 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
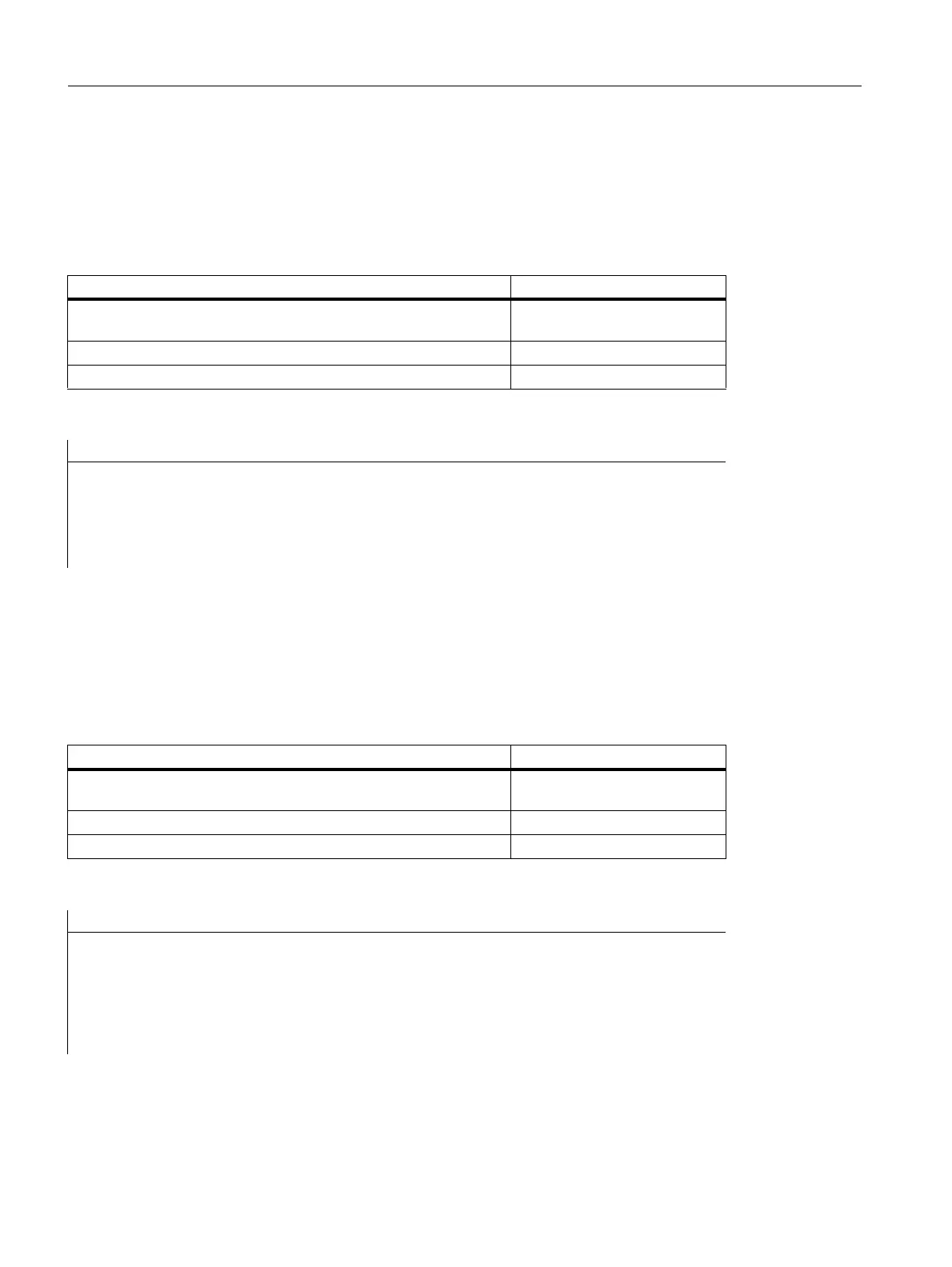
Example 2
The new tool is prepared for changing with the T function. The tool change is only realized with function M6. The
T function is replaced by calling the subprogram "MY_T_CYCLE". The D / DL number is transferred to the
subprogram.
Parameterization
Main program
Example 3
The new tool is prepared for changing with the T function. The tool change is only realized with function M6. The
T function is replaced by calling the subprogram "MY_T_CYCLE". The D / DL number is not transferred to the
subprogram.
Parameterization
Main program
Parameterization Meaning
MD22550 $MC_TOOL_CHANGE_MODE = 1 Tool change prepared with T
function
MD10717 $MN_T_NO_FCT_CYCLE_NAME = "MY_T_CYCLE" Replacement subprogram
MD10719 $MN_T_NO_FCT_CYCLE_MODE = 0 Transfer of the D/DL number
Program code Comment
N210 D1 ;
N220 G90 G0 X100 Y100 Z50 ; D1 is active.
N230 D2 X110 Z0 T5 ;
;
D1 remains active, programmed D2 is transferred
to the subprogram as variable
N240 M6 ; Execute tool change
Parameterization Meaning
MD22550 $MC_TOOL_CHANGE_MODE = 1 Tool change prepared with T
function
MD10717 $MN_T_NO_FCT_CYCLE_NAME = "MY_T_CYCLE" Replacement subprogram
MD10719 $MN_T_NO_FCT_CYCLE_MODE = 1 No transfer of the D/DL number
Program code Comment
N310 D1
N320 G90 G0 X100 Y100 Z50 ; D1 is active.
N330 D2 X110 Z0 T5 ;
;
D2 is active and is not transferred as variable
to
the replacement subprogram.
N340 M6 ; Execute tool change.

 Loading...
Loading...














