K2: Axis Types, Coordinate Systems, Frames
10.4 Coordinate systems
Basic Functions
714 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
Machine tools with kinematic transformation
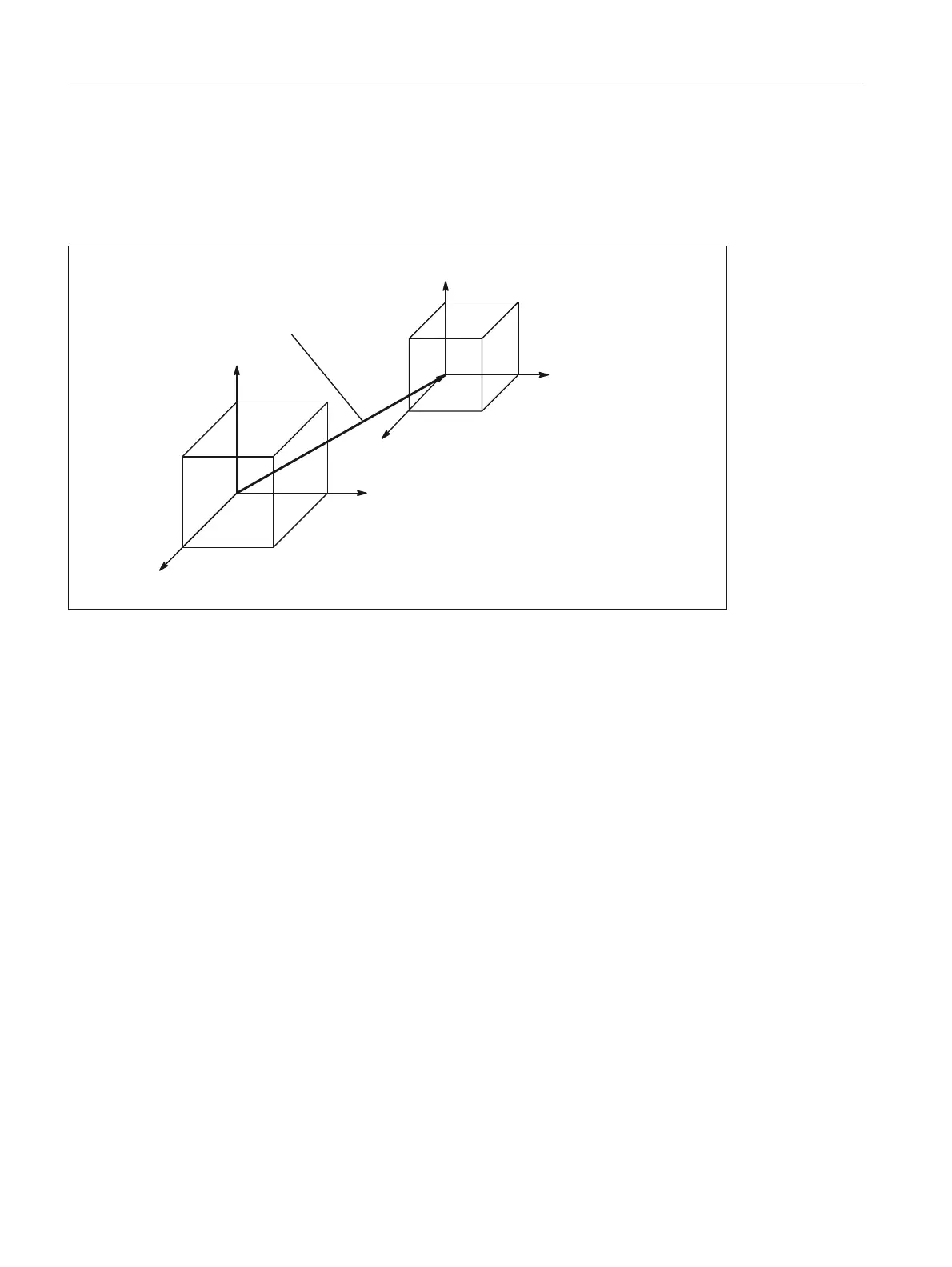
The BCS and MCS do not coincide when the BCS is mapped onto the MCS with kinematic transformation (e.g.,
TRANSMIT /face transformation, 5-axis transformation or more than three axes).
On such machines the machine axes and geometry axes must have different names.
Figure 10-15 Kinematic transformation between the MCS and BCS
Machine kinematics
The workpiece is always programmed in a two or threedimensional, rightangled coordinate system (WCS).
However, such workpieces are being programmed ever more frequently on machine tools with rotary axes or
linear axes not perpendicular to one another. Kinematic transformation is used to represent coordinates
programmed in the workpiece coordinate system (rectangular) in real machine movements.
References:
/FB3/Function Manual, Special Functions; 3-Axis to 5-Axis Transformation (F2)
/FB2/Function Manual, Extension Functions; Kinematic Transformation (M1)
<
;
=
;
=
<
0&6
%DVLFFRRUGLQDWHV\VWHP%&6
0DFKLQHFRRUGLQDWHV\VWHP0&6
.LQHPDWLF
WUDQVIRUPDWLRQ
%&6
%&6
%&6
0&6
0&6

 Loading...
Loading...














