A3: Axis Monitoring, Protection Zones
2.2 Axis monitoring
Basic Functions
86 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
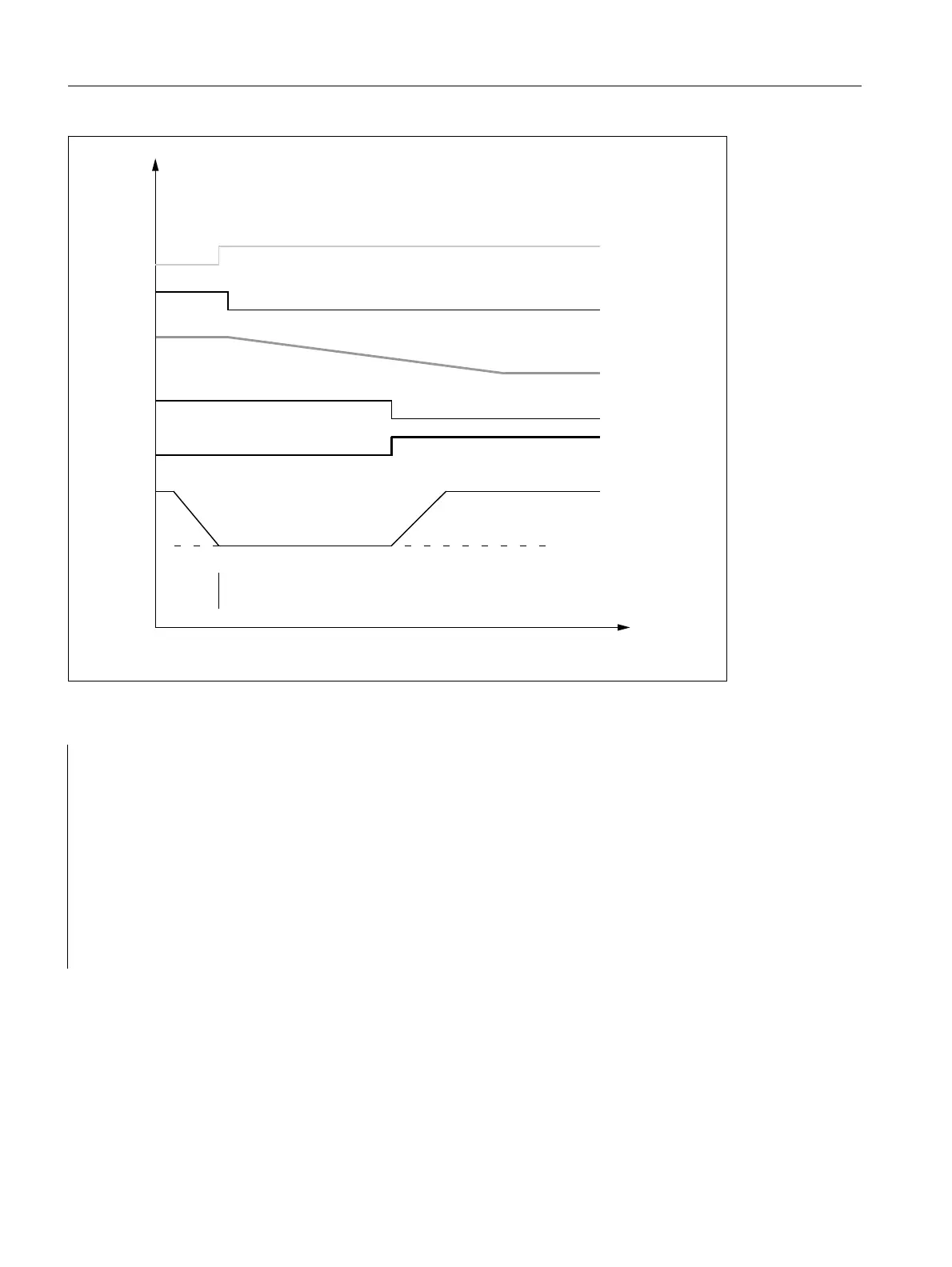
Figure 2-2 Release axis clamp if MD36052 $MA_STOP_ON_CLAMPING = 'H01'
The part-program blocks N310 and N410 refer to the following programming example:
Optimized releasing of the axis clamp via travel command
If a clamped axis is to be traversed in continuous-path mode, a travel command is issued for the clamped axis in
the rapid traverse blocks (G0) immediately before the traversing block of the clamped axis. This way, the PLC
user program can release the axis clamp again in time. (The travel command is set a maximum of two rapid
travers blocks prior (including intermediate blocks) to retain the reference to the initiating part program block).
N100 G0 X0 Y0 Z0 A0 G90 G54 F500
N101 G641 ADIS=.1 ADISPOS=5
N210 G1 X10 ; Edit
N220 G1 X5 Y20
N310 G0 Z50 ; Retraction
N410 G0 A90 ; Turn rotary table
N510 G0 X100 ; Approach
N520 G0 Z2
N610 G1 Z-4 ; Edit
N620 G1 X0 Y-20
W>PV@
5HOHDVHD[LVFODPSLI
0'0$B6723B21B&/$03,1*>@ ಬ+ಬ
&ODPSD[LV
)HHGVWRS
7UDYHOUHTXHVW
&RQWUROOHUHQDEOH
3DWKYHORFLW\
*$WXUQURWDU\WDEOHWKURXJKGHJUHHV
$[LVFODPSLQJSUHVVXUH
1
*=
1

 Loading...
Loading...














