9
03/2006
9.3 Test of the spindle
9-175
© Siemens AG 2006 All Rights Reserved
SINUMERIK 840D/810D Start-Up Guide (IADC) – 03/2006 Edition
9.3 Test of the spindle
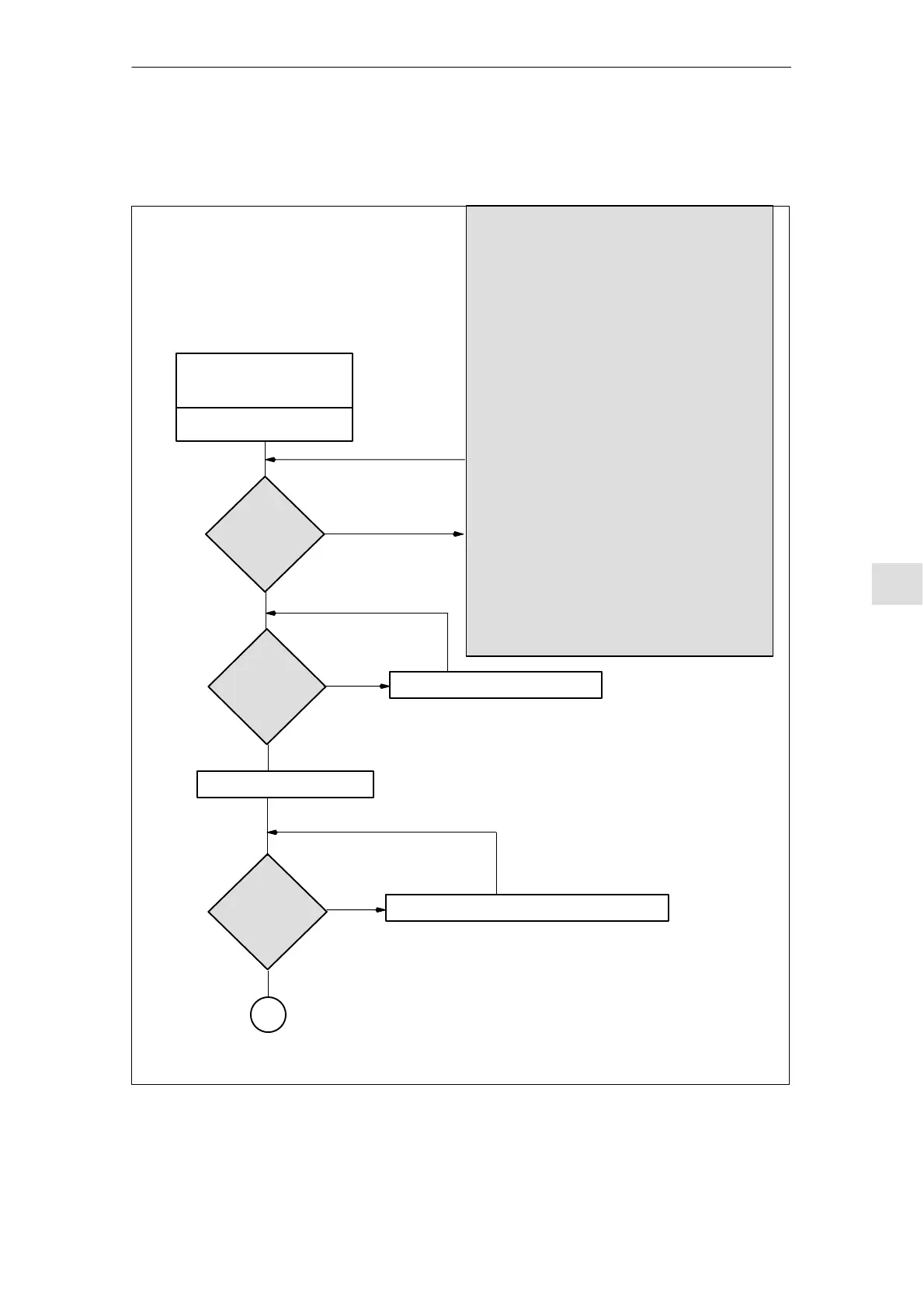
Check the enables at the drive
E/R module 63 Pulse enable
64 Drive enable
48 DC link start
Drive module 663 Pulse enable
Check the interface signals (DB31– 61)
DBB0 Spindle correction
DBX1.7 Correction effective
DBX1.5/DBX1.6 Position measuring system 1/2
DBX1.3 Axis/spindle disable
DBX2.1 Controller enable
DBX16.7 Delete S value
DBX3.6 Velocity/spindle speed
limitation and MD 35160
DBX4.3 Feed stop/spindle stop
DBX20.1 HLGSS
DBX2.2 Spindle reset for MD 35050=1
DBX21.7 Pulse enable
Check the machine and setting data
MD 35100–35150 Spindle speed limitation
MD 36200 AX_VELO_LIMIT
MD 32620 FFW_MODE=4,
then the bit for the torque bias
control must be set in the
drive machine data
SD 41200 JOG_SPIND_SET_VELO
SD 43220 SPIND_MAX_VELO_G26
SD 43210 SPIND_MIN_VELO_G25
Service display
Enable spindle
(controller enable NC,
enable at the drive)
Does the
spindle rotate?
Is traversing
direction
okay?
Change MD 32100 AX_MOTION_DIR
yes
no
no
Specify speed
Specified speed 100 rev/min
Actual speed
= setpoint
speed?
Check MD 31000 – 31080 (encoder matching)
no
yes
yes
1
9 Axis/S
indle Dr
Run

 Loading...
Loading...







